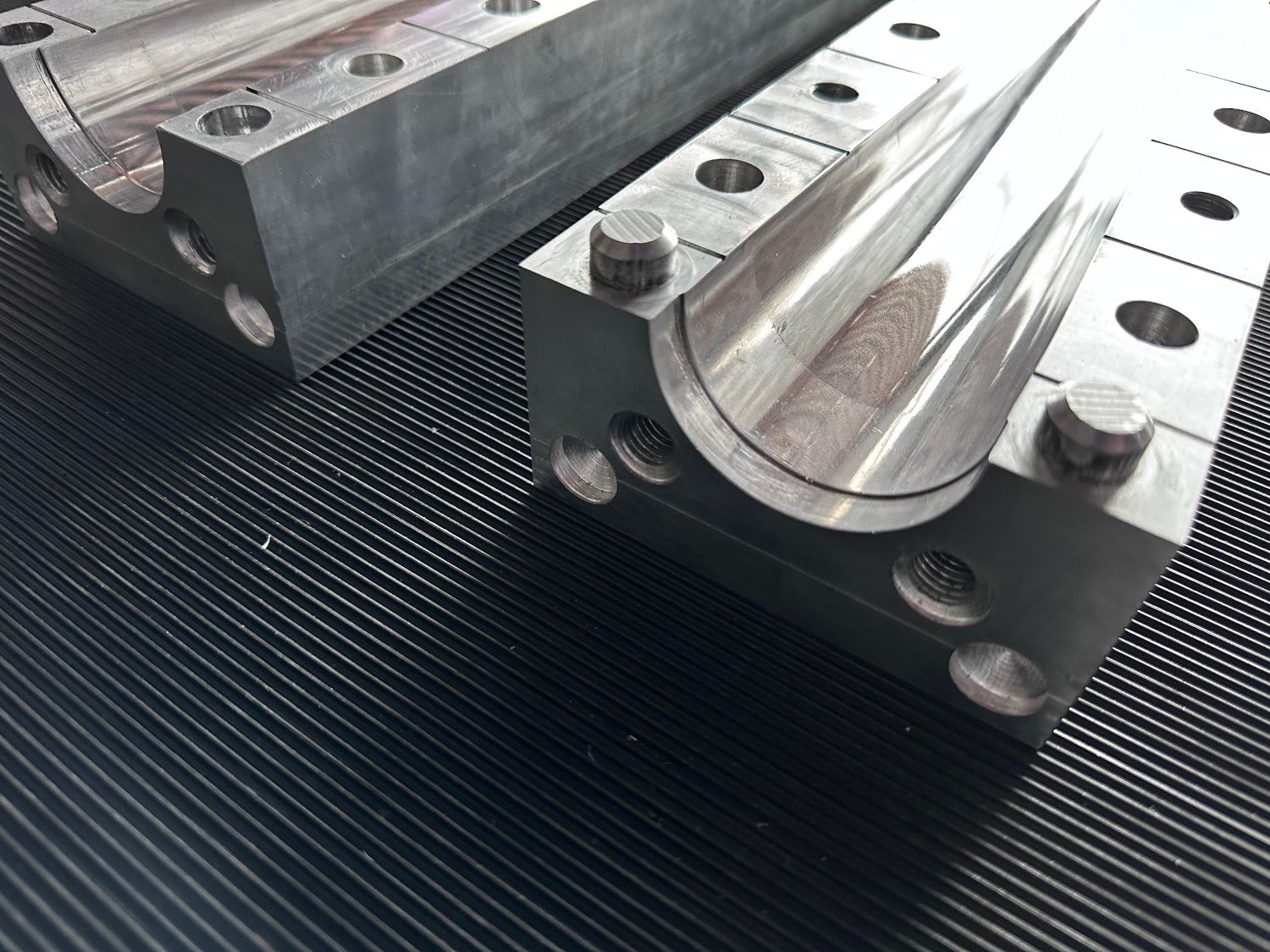












Преимущества изготовления пресс-форм в компании Profbau
Мы предлагаем:
-
Изготовление на заказ по индивидуальным чертежам или образцам. Это обеспечивает максимальное приближение габаритов и геометрии заготовок к заданным характеристикам деталей.
-
Одно из лучших ценовых предложений в Москве и России. Благодаря собственным производственным мощностям и экономичному расходованию материалов мы оказываем услуги по невысокой стоимости.
-
Комфортное сотрудничество. Можно оставить заявку на консультацию или оказание услуги с нашего сайта. Компания находится в Москве, но осуществляет доставку по всей территории РФ.
-
Оперативность. Приступаем к обсуждению заказа сразу после обработки заявки. Не нарушаем указанные в договоре сроки. Возможно ускоренное выполнение работ по договорённости.
-
Заказы любых объёмов, любой сложности. Осуществляем крупно- и мелкосерийное производство, изготовление единичных образцов. Работаем по нестандартным техническим заданиям.
-
Высокое качество. Достигаем его благодаря квалификации и опыту специалистов, а также современному, высокоточному оборудованию и автоматизации заготовительных процессов.
Для получения информации о продуктивном сотрудничестве с «Профбау» звоните нам, пишите в онлайн-чат, приезжайте в московский офис или отправляйте сообщение на e-mail.