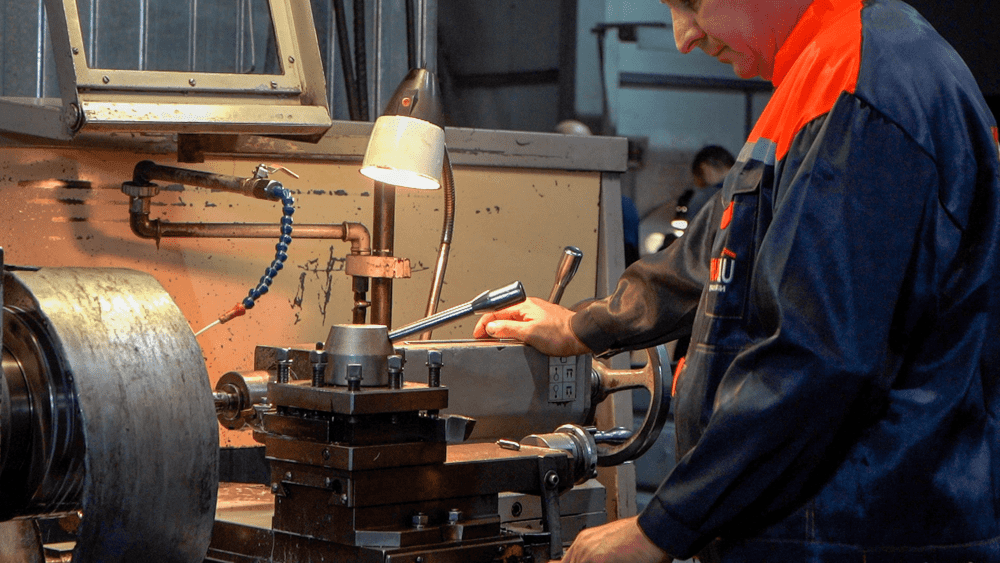















Методы круглого наружного шлифования металлов
Шлифовка наружных поверхностей предполагает срезание с изделий тонких слоёв, называемых припусками. Они удаляются за счёт врезания в металл абразивного покрытия круга – мелких твёрдых зёрен. Деталь крепится либо в патроне специального оборудования, либо в его центре. Она крутится и одновременно движется вдоль инструмента, который быстро вращается и постепенно углубляется в материал. Также возможна подача в поперечном направлении, то есть перпендикулярно кругу.
Методика предполагает металлообработку внешней части элементов конической формы или цилиндрической, в том числе фасонной, ступенчатой. Для внутренних поверхностей используется другой способ – для сквозных, несквозных отверстий. Также существует плоское шлифование, при котором заготовка остаётся статичной, то есть неподвижной, а инструмент вращается вокруг своей оси с контролируемым углублением.
Есть несколько видов технологии:
- Продольная. Это движение детали вдоль круга, который соприкасается со шлифуемой поверхностью своей передней частью. Припуск снимается в несколько подходов. За один этап удаляется тонкий слой, глубина проникновения не превышает 0,4 мм. Вариант применяется, когда изделие по длине намного больше ширины абразивного круга. Разновидность такой шлифовки – глубинная, при которой толщина снимаемого слоя достигает 6 миллиметров. Глубина проникновения тут соответствует предусмотренному припуску. И круг сразу углубляется в материал на эту величину. При этом заготовка продольно движется очень медленно. Такая методика имеет недостаток – обусловленное значительными нагрузками быстрое изнашивание передней кромки инструмента. Но зато скорость и производительность увеличиваются, так как количество подходов уменьшается, а нагрузка распределяется на большее число задействованных в процессе зёрен.
- Поперечная. Она также называется врезной и подходит для изделий, у которых длина меньше либо идентична высоте круга. Оптимальный вариант для крупносерийных, массовых производств. Обработка осуществляется по всей длине, но при этом ширина обрабатываемой плоскости не может быть больше 20 см. Методика производительная. Круг перемещается по кратчайшему пути, а его зёрна срезают достаточно толстый слой. Возможна шлифовка не только конусообразных и цилиндрических элементов, но и фасонных.
- Комбинированная. Продольная подача совмещается с поперечной, что применимо к жёстким, длинным изделиям. Операции ускоряются благодаря комбинированию направлений. Обычно на первом этапе выполняется врезная предварительная шлифовка. При ней производится поперечная подача на значение припуска. Процесс завершается обработкой, предусматривающей продольное направление для достижения допустимой степени шероховатости.
Также круглое шлифование наружных поверхностей делится на:
- Обдирочное. Оно самое грубое, осуществляемое на ранних этапах изготовления со значительными припусками – 3-5 мм. Возможно применение лезвийных инструментов.
- Точное. При нём обработка относится ко 2 или 3 классу точности. Припуски – от 0,5 миллиметров до 3.
- Тонкое. Это фактически полировка или финишное шлифование с 1-2 классом точности. Глубина врезания – не более 50 мкм.