- Главная
- Услуги
- Токарная обработка металла
- Токарная обработка нержавейки
Токарная обработка нержавейки на заказ
Минимальный заказ от 50 000 руб без учета инструмента и металла
Обработка нержавейки на токарном станке позволяет придать изделиям более совершенный вид, улучшить качество и технические показатели. Есть несколько технологий, позволяющих создать различные элементы в соответствии с техническими заданиями, которые предлагают заказчики. Наиболее эффективная — токарная обработка. Заказать услугу можно в нашей компании. Ожидаемый результат гарантируем!
Цены на токарную обработку нержавейки
На цену токарной обработки нержавейки влияет множество факторов, в том числе:
- Объем партии;
- Сложность работ;
- Срочность заказа;
- Количество часов работы.
Исходя из этих данных рассчитывается стоимость нормо-часа.
Минимальная стоимость заказа 150 000 рублей.
Чтобы составить подробную калькуляцию заказа, обратитесь к менеджерам компании. Сотрудник Profbau готов подробно обсудить детали, ответить на актуальные вопросы и сориентировать по цене.
Оставьте свой запрос, и мы свяжемся с Вами в течение 15 минут
Благодарим вас за проявленный интерес к нашим услугам. Наш менеджер свяжется с вами в течение 15 минут
Видео работ

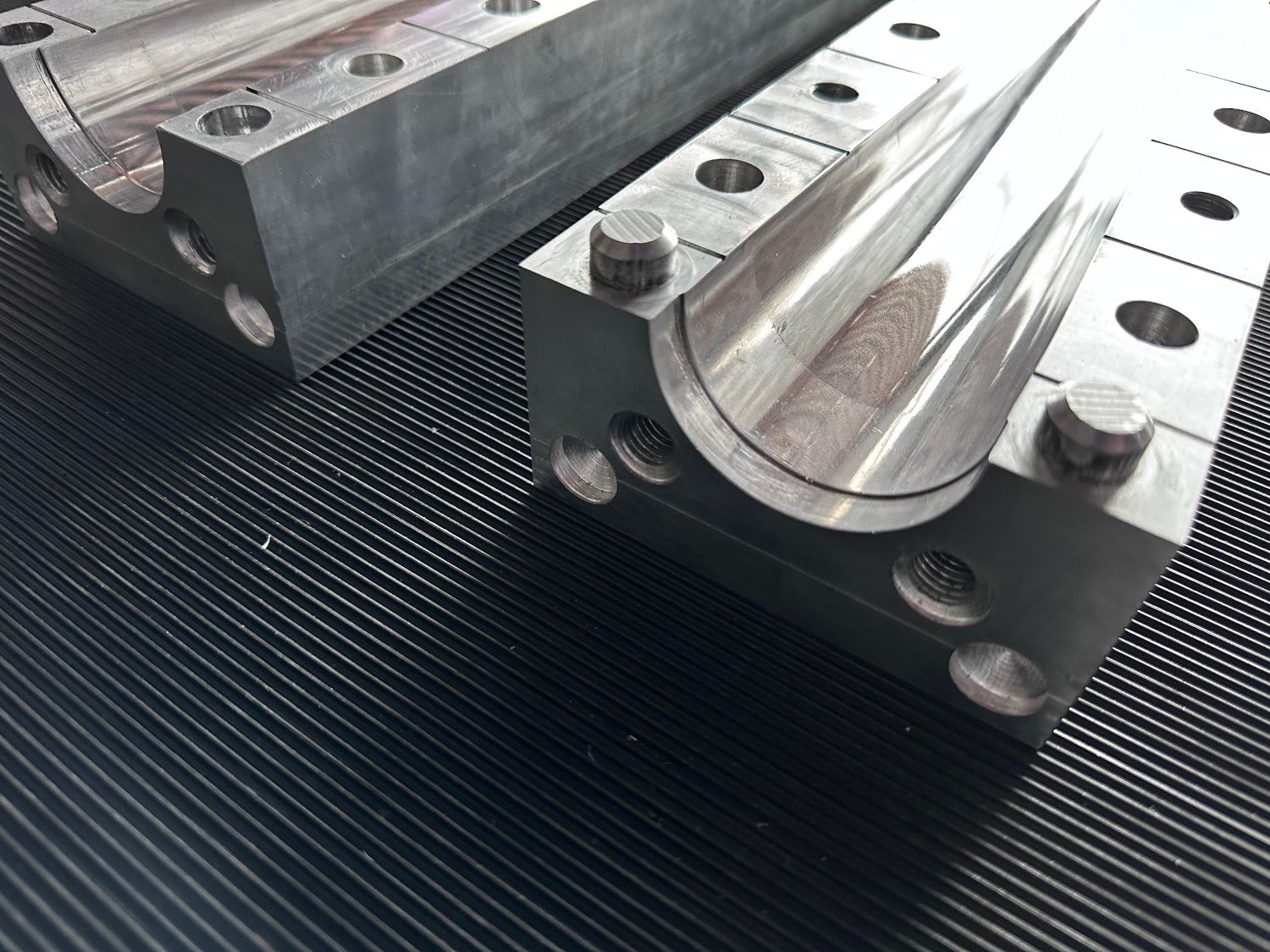
Примеры работ
 втулкаматериаллатуньоперациитокарная обработка, сверловка, нарезка резьбы, шлифовка.
втулкаматериаллатуньоперациитокарная обработка, сверловка, нарезка резьбы, шлифовка. переходникматериалсталь Ст20операциитокарная обработка, сверловка, нарезка резьбы, фрезеровка, шлифовка
переходникматериалсталь Ст20операциитокарная обработка, сверловка, нарезка резьбы, фрезеровка, шлифовка проставкаматериалмедьоперациитокарная обработка, сверловка, нарезка резьбы
проставкаматериалмедьоперациитокарная обработка, сверловка, нарезка резьбы гребенкаматериалсталь Ст45операциитокарная обработка, нарезка резьбы, обработка фрезой
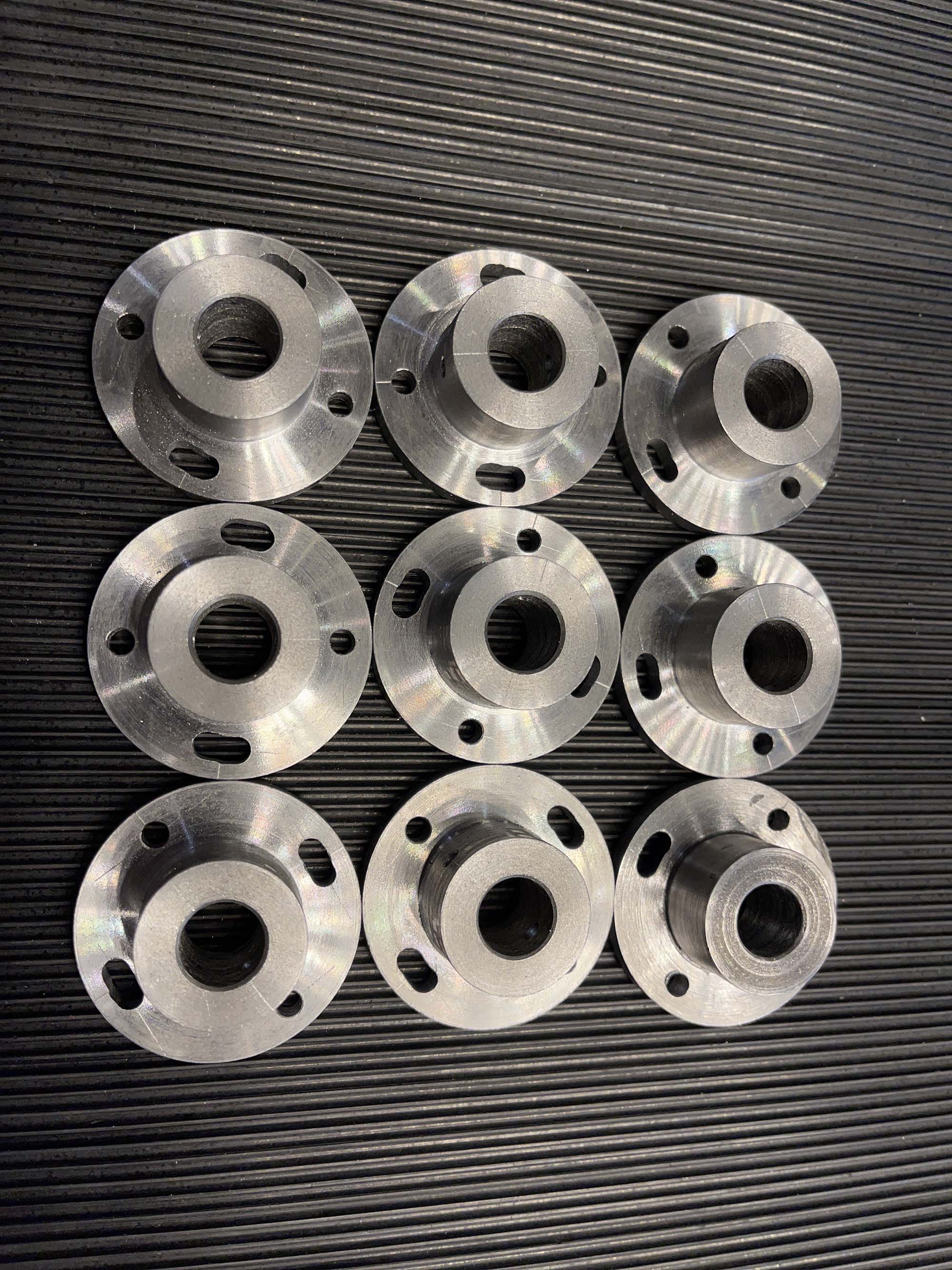
гребенкаматериалсталь Ст45операциитокарная обработка, нарезка резьбы, обработка фрезой фланецматериалсталь Ст45операциитокарная обработка, сверловка
фланецматериалсталь Ст45операциитокарная обработка, сверловка муфта кулачковаяматериал латунь Л 63операциитокарная обработка, фрезеровка, сверловка, строгание
муфта кулачковаяматериал латунь Л 63операциитокарная обработка, фрезеровка, сверловка, строгание держатель резьбовойматериалAISI 304операциитокарная рбработка, фрезерование
держатель резьбовойматериалAISI 304операциитокарная рбработка, фрезерование гильзаматериалсталь Ст08ПСоперациитокарная обработка, фрезеровка, химическое пассивирование
гильзаматериалсталь Ст08ПСоперациитокарная обработка, фрезеровка, химическое пассивирование
Требования к материалам заказчика
При выполнении токарных работ из нержавейки учитывают ряд нюансов. Алюминиевые заготовки должны быть:
- прочными, без признаков ржавчины;
- без сколов, вмятин, деформаций и других повреждений;
- без декоративных и других финишных покрытий.
Заготовка должна соответствовать размерам, которые прописаны в техническом задании. Подобные условия являются базовыми, при их соблюдении работа будет выполнена качественно и в срок.


Этапы получения и исполнения заказа





- 01Поперечное точение.
Применяется в основном при обработке торцевых поверхностей. Направление движения ножа перпендикулярно оси вращения обрабатываемого материала.
- 02Продольное точение.
Фреза движется параллельно оси вращения материала.
- 03Копировальная токарная обработка.
Выполняется по шаблону, отвечающему за управление движением ножа.
- 04Профильное точение.
Метод, при котором используется нож, имеющий ту же форму, что и заготовка.
Классификация нержавеющей стали и сплавов
Классификация сплавов из нержавеющей стали подробно расписана в ГОСТ 5632-72. Всего есть три типа материалов:
- Коррозионностойкие. Не меняют своих химических показателей под воздействием агрессивных химических субстанций, отсутствует также электрохимическая коррозия.
- Жаростойкие (окалиностойкие). Сплавы, которые выдерживают очень высокие температуры без каких-либо деформаций, например, свыше +560 °C в различных газовых средах.
- Жаропрочные. Сплавы при высокой температуре сохраняют заявленные свойства, в том числе при высоких нагрузках.
В ГОСТ 5632-72 нержавеющих сплавов, при этом учитывается в первую очередь структура материала:
- Мартенситные — в основе находится мартенсит: имеют от 12 до 17 % Cr (хромистые стали), повышенная концентрация углерода. Преимущества материала, подобные стали можно закаливать, придавая им дополнительную прочность.
- Мартенситно-ферритные сплавы. В составе присутствует от 10% феррита (в том числе 13,1-18% хрома (Cr)).
- Ферритные. В основе — феррит (хрома свыше 13,1%, максимальная концентрация 30% Cr).
- Хромистые сплавы. Обладают высокими магнитными характеристиками. Содержание никеля минимально.
- Аустенито-мартенситные. Структура состоит из различных пропорций аустенита и мартенсита (от 12 до 18% Cr), никеля от 4 до 9% (хромоникелевые и хромомарганцевоникелевые).
- Аустенито-ферритные. В состав входит аустенит и феррит (10,01%) (хромоникелевые и хромомарганцевоникелевые сплавы).
- Аустенитные. Обладают составом, в основе которого присутствует аустенит (хромоникелевые стали, хромомарганцевоникелевые стали).
Оборудование, на котором мы выполняем токарную обработку нержавейки
Для токарной обработки нержавеющей стали используются инновационные станки корпорации HEADMAN. При составлении алгоритма обработки учитывают следующие параметры:
- размер заготовки;
- показатель твердости;
- шероховатость.
Токарные резцы снимают внешний слой до тех пор, пока изделие не приобретет необходимую конфигурацию. В своей работе мы используем станочное оборудование:
- HEADMAN Т65М, до 4000 об/мин;
- HEADMAN Т55М, до 5000 об/мин.
Скорость раскроя регулируется, конечная обработка проводится в автоматическом режиме.
 Токарный обрабатывающий центр с фрезерной функцией HEADMAN Т65М/750 (СОЖ 15 бар)
Токарный обрабатывающий центр с фрезерной функцией HEADMAN Т65М/750 (СОЖ 15 бар) Токарный обрабатывающий центр с фрезерной функцией HEADMAN Т65М/750 (СОЖ 5 бар)
Токарный обрабатывающий центр с фрезерной функцией HEADMAN Т65М/750 (СОЖ 5 бар) Токарный обрабатывающий центр с фрезерной функцией Headman T55M Super II (СОЖ 3.0 МПа)
Токарный обрабатывающий центр с фрезерной функцией Headman T55M Super II (СОЖ 3.0 МПа) Токарный обрабатывающий центр с фрезерной функцией Headman T55M Super (СОЖ 1,5 МПа)
Токарный обрабатывающий центр с фрезерной функцией Headman T55M Super (СОЖ 1,5 МПа)
Лицензии и сертификаты
 Сертификат соответствия № RU.04ПТС1.С01846 ISO 14001:2015
Сертификат соответствия № RU.04ПТС1.С01846 ISO 14001:2015 Сертификат соответствия № RU.04ПТС1.С01846 ISO 45001
Сертификат соответствия № RU.04ПТС1.С01846 ISO 45001 Свидетельство №182 о членстве в Российском Союзе Поставщиков Металлопродукции с октября 2007 года
Свидетельство №182 о членстве в Российском Союзе Поставщиков Металлопродукции с октября 2007 года Электронный сертификат "Меркаби" о членстве в российском союзе поставщиков металлопродукции
Электронный сертификат "Меркаби" о членстве в российском союзе поставщиков металлопродукции Сертификат соответствия № RU.04ПТС1.С01846 ISO 9001:2015
Сертификат соответствия № RU.04ПТС1.С01846 ISO 9001:2015
Отзывы наших клиентов
 ООО "АЛЖЕКО" Генеральный директор Настран Б.
ООО "АЛЖЕКО" Генеральный директор Настран Б. ООО "ЕЛВ ГРУПП" Руководитель Шароватов М.А.
ООО "ЕЛВ ГРУПП" Руководитель Шароватов М.А. ООО "ПРЕДПРИЯТИЕ ВГТ" Директор Бабашев В.Н.
ООО "ПРЕДПРИЯТИЕ ВГТ" Директор Бабашев В.Н. ООО "РОКВУЛ" Региональный менеджер по закупкам Осипова Е.В.
ООО "РОКВУЛ" Региональный менеджер по закупкам Осипова Е.В. ООО "ИНТЕРПРИНТ-РУС" Генеральный директор Белозерский И.А.
ООО "ИНТЕРПРИНТ-РУС" Генеральный директор Белозерский И.А. ПАО "КРИОГЕНМАШ" Директор по МТО и Логистике Клинков В.В.
ПАО "КРИОГЕНМАШ" Директор по МТО и Логистике Клинков В.В.
Другие услуги




Статьи
 Виды сварных соединений и швов18.10.2022
Виды сварных соединений и швов18.10.2022




