Минимальный заказ от 50 000 руб без учета инструмента и металла
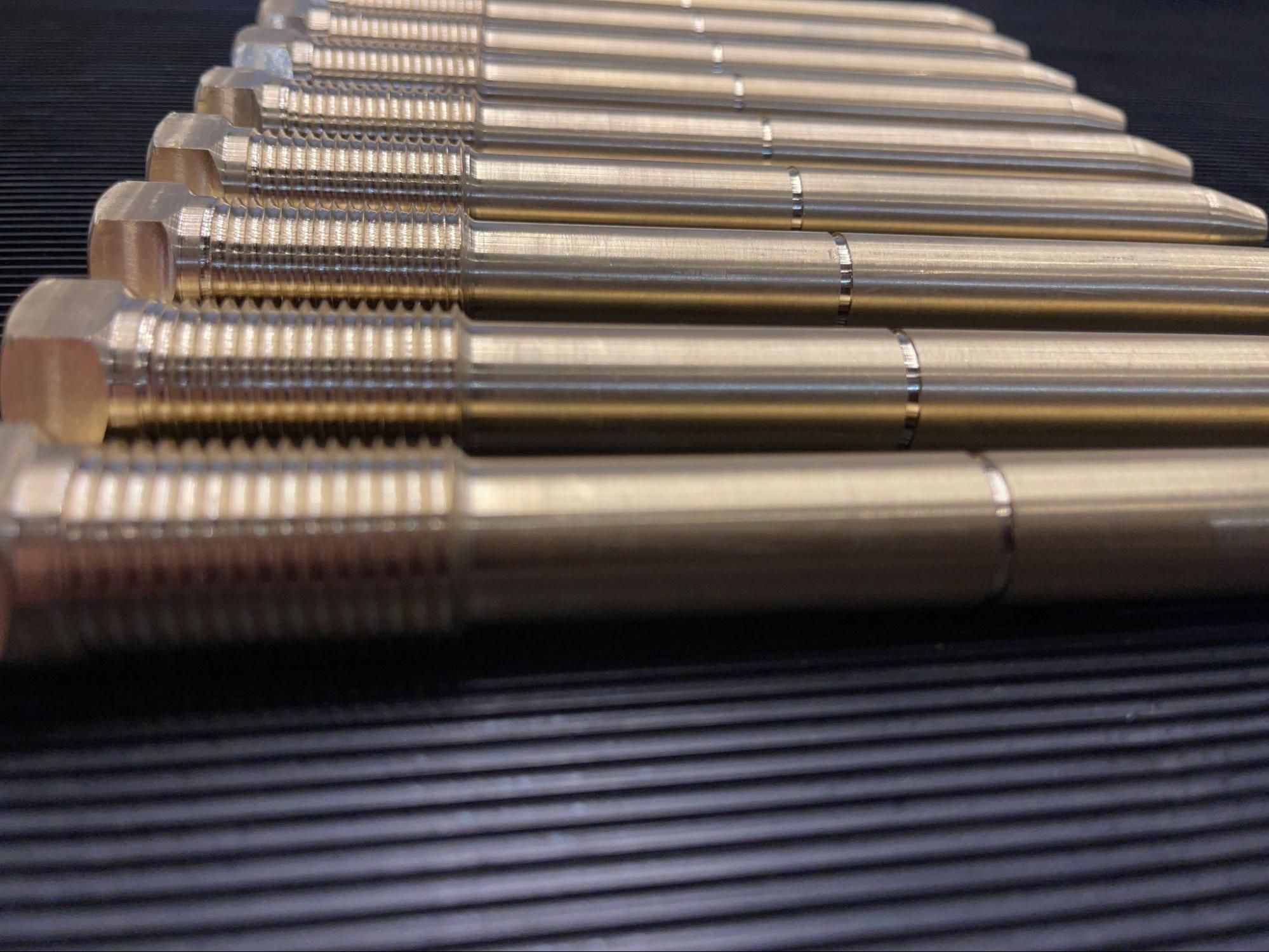
Мы предоставляем токарную обработку металла на заказ. Работаем по всей России. Работы выполняем с разными видами металлов и сплавов — латунь, нержавейка, медь, сплавы алюминия. Токарная обработка выполняется на станках с ЧПУ, и поэтому обеспечиваем высокую точность геометрических размеров и полное соблюдение требований рабочих чертежей. Автоматизация производства и собственный отдел контроля качества исключает брак.
Стоимость токарной обработки
Расчет стоимости производства деталей токаркой зависит от сложности рабочего чертежа, габаритных размеров заготовки, твердости исходного металла (стандартный прайс действует до HRC50). Цена также может включать в себя выполнение дополнительных работ — создание 3D модели по рабочему чертежу заказчика, разработка технологии, подбор необходимого инструмента для токарных работ, написание программы управления для станка. Ниже указан примерный прайс, на который вы можете ориентироваться. Цены указаны в нормочасах. По каждому чертежу готовы выполнить индивидуальный расчет.
Минимальная сумма заказа составляет 50 000 рублей.
Тип работ
Цена нормо-часа, руб.
Создание 3D модели по чертежу
от 4500
Разработка технологии и подбор инструмента
от 4500
Написание управляющих программ
от 4500
Токарная обработка на универсальном оборудовании
от 4500
Токарная обработка на станках с ЧПУ
от 4500
Токарная обработка для материалов твердостью до HRC 45
от 5000
Обработка материалов твердостью свыше HRC 50
индивидуально
Срочный заказ
от 7000
Оформить заявку
Оставьте свой запрос, и мы свяжемся с Вами в течение 15 минут
Благодарим вас за проявленный интерес к нашим услугам. Наш менеджер свяжется с вами в течение 15 минут
Видео работ
Токарная обработка резанием на HEADMAN Т65М/750 (СОЖ 5 БАР)
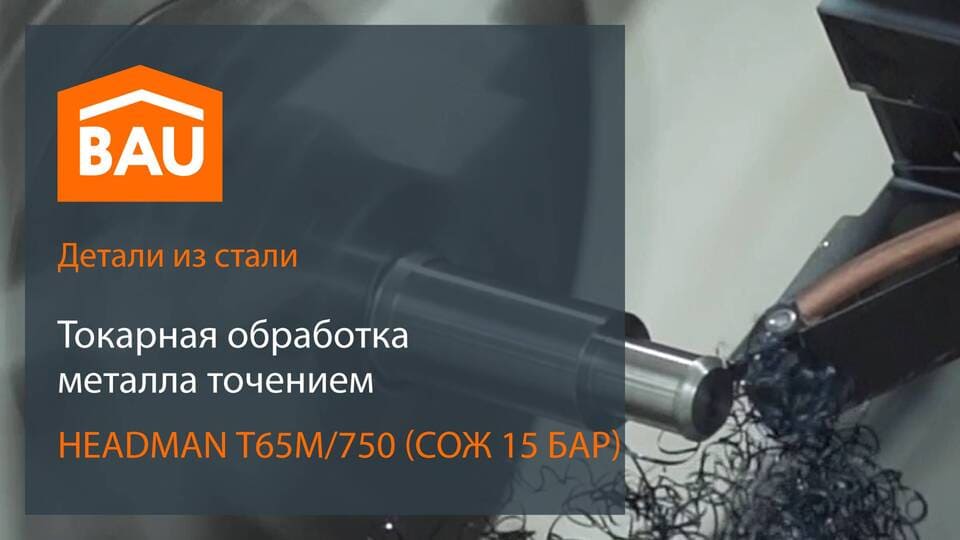
Токарная обработка на ЧПУ HEADMAN Т65М/750 (СОЖ 15 БАР)
Токарка по металлу на HEADMAN T55M SUPER II (СОЖ 3.0 МПА)
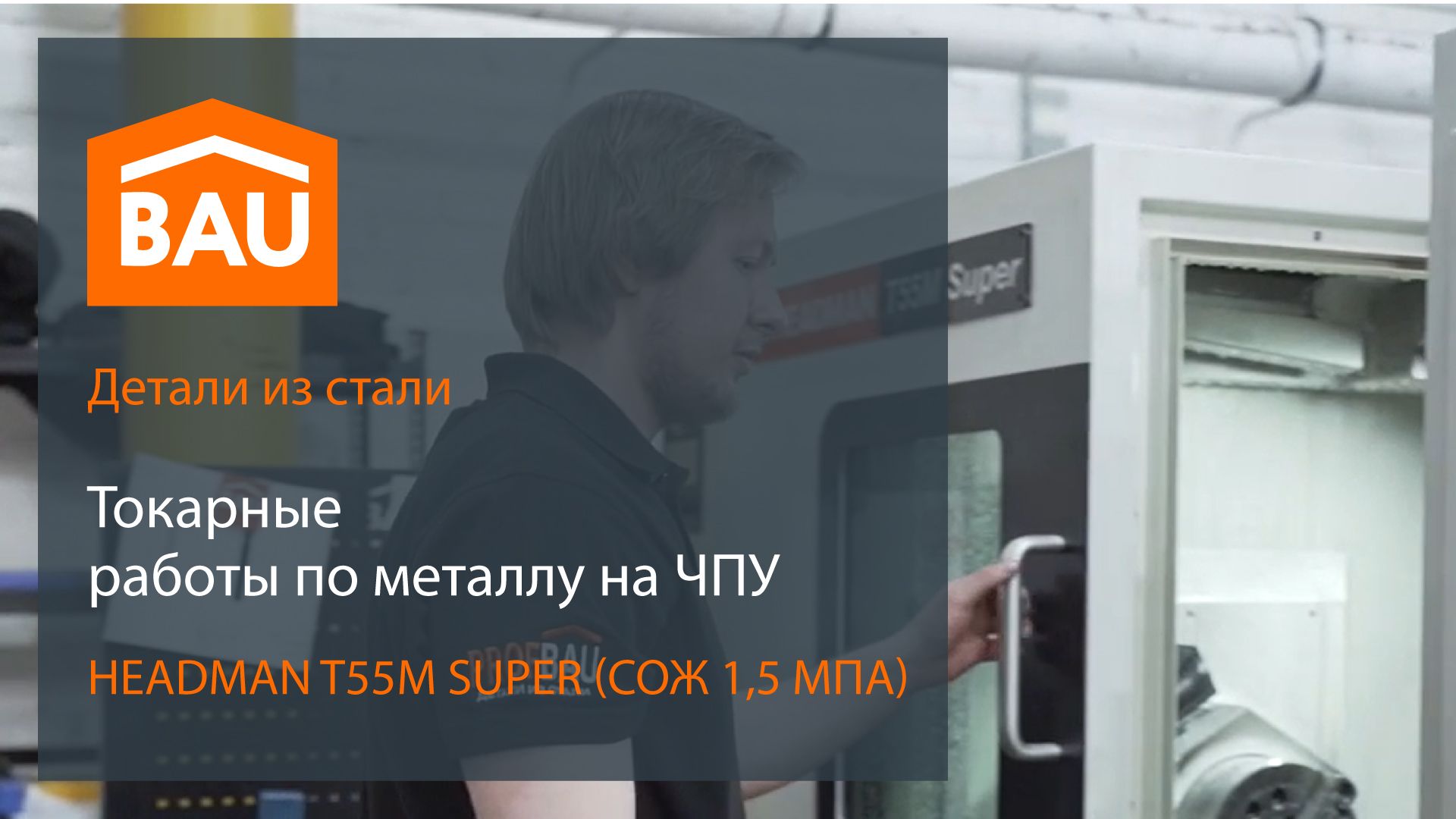
Токарные работы по металлу на HEADMAN T55M SUPER (СОЖ 1,5 МПА)
Cвязаться с менеджерами одним из указанных на сайте способов
Техническое задание
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
Согласование
Обсудить подробности заказа, подписать спецификацию и договор
Изготовления
Изготовление изделия по предоставленным и утвержденным чертежам
Доставка
Привезем ваш заказ по Москве и МО или отправим в другой город РФ
Сроки выполнения работ
Автоматизированное оборудование позволяет проводить токарную обработку быстро, при этом обеспечивается высокая чистота поверхности. Возможно выполнение срочного заказа, при этом срочность оплачивается дополнительно. Конкретные сроки рассчитываются индивидуально. Они зависят от жесткости материала, требуемых габаритных размеров заготовки, объема стружки, количества изделий в партии.
Также возможны токарные работы по образцу. Кроме того, такие операции могут выполняться совместно с другими заготовительными — расточными, фрезерными, винторезными. Выполняем токарно-револьверные, сверлильные, шлифовальные работы.
Требования к обрабатываемому материалу
Принимаем в работу материалы с чистой поверхностью без несплошностей, дефектов, следов коррозии. Все параметры и габаритные размеры должны соответствовать утвержденному техническому заданию. Мы готовы предоставить и металл со своего склада, поскольку поддерживаем наличие востребованных профилей и типоразмеров.
Наши мастера работают с 3D моделями, которые создаются на основе чертежа заказчика. Обеспечиваем как серийное, так и штучное производство изделий по индивидуальным заказам.
Технология токарной обработки металла
Токарная обработка относится к категории механической. Это — резание в процессе вращения заготовки, при этом обрабатываться могут как внутренние, так и наружные поверхности. Таким образом получают как детали для машино- и станкостроения, так и различные автомобильные, ремонтные приспособления, и декоративные изделия. После токарной обработки получается поверхность высокого качества и чистоты, с хорошими эстетическими свойствами. То есть это чистовые детали, которые не нуждаются в последующей доработке. Оборудование позволяет обеспечить точность всех резьбовых соединений и крепежных отверстий. В процессе работ мы подбираем режущий инструмент с учетом твердости и типа обрабатываемого материала, а также принимаем во внимание толщину снимаемого слоя. Контроль качества всех заготовок позволяет исключить скрытые дефекты.
Преимущества обработки на токарном станке
01
Различные материалы. Работаем со сплавами алюминия и меди, с различными марками легированной и нержавеющей стали, в том числе с инструментальными и конструкционными, с титаном, чугуном, бронзой и так далее.
02
Автоматизация процессов. Наше оборудование с ЧПУ позволяет проводить токарные работы с высокой точностью. Дополнительно работает отдел выходного контроля.
03
Квалифицированный персонал. Все работы выполняют опытные токари с квалификационным разрядом не ниже 4.
04
Высокая точность. Оборудование обеспечивает визуализацию 3D изображения для полного контроля всех параметров.
Используемое оборудование
Услуга токарной обработки по металлу в нашей компании выполняется на передовом автоматизированном оборудовании. Наши производственные мощности в Москве включают в себя надежные станки с ЧПУ. Максимальный диаметр точения — до 465 мм, максимальная длина заготовки — до 1050 мм. Производственные мощности включают в себя обрабатывающие автоматизированные центры с фрезерными функциями от производителей HISION и HEADMAN.
Токарный обрабатывающий центр с фрезерной функцией HEADMAN Т65М/750 (СОЖ 15 бар)
Почему стоит заказать токарную обработку в компании Profbau
В компании Profbau обработка на токарном станке на заказ выполняется с полным соблюдением сроков. Заключаем договор, несем финансовую ответственность. Работаем с металлом заказчика, но также можно приобрести необходимый материал в нашей компании. У нас — большой склад, где можно приобрести необходимую марку и сортамент.
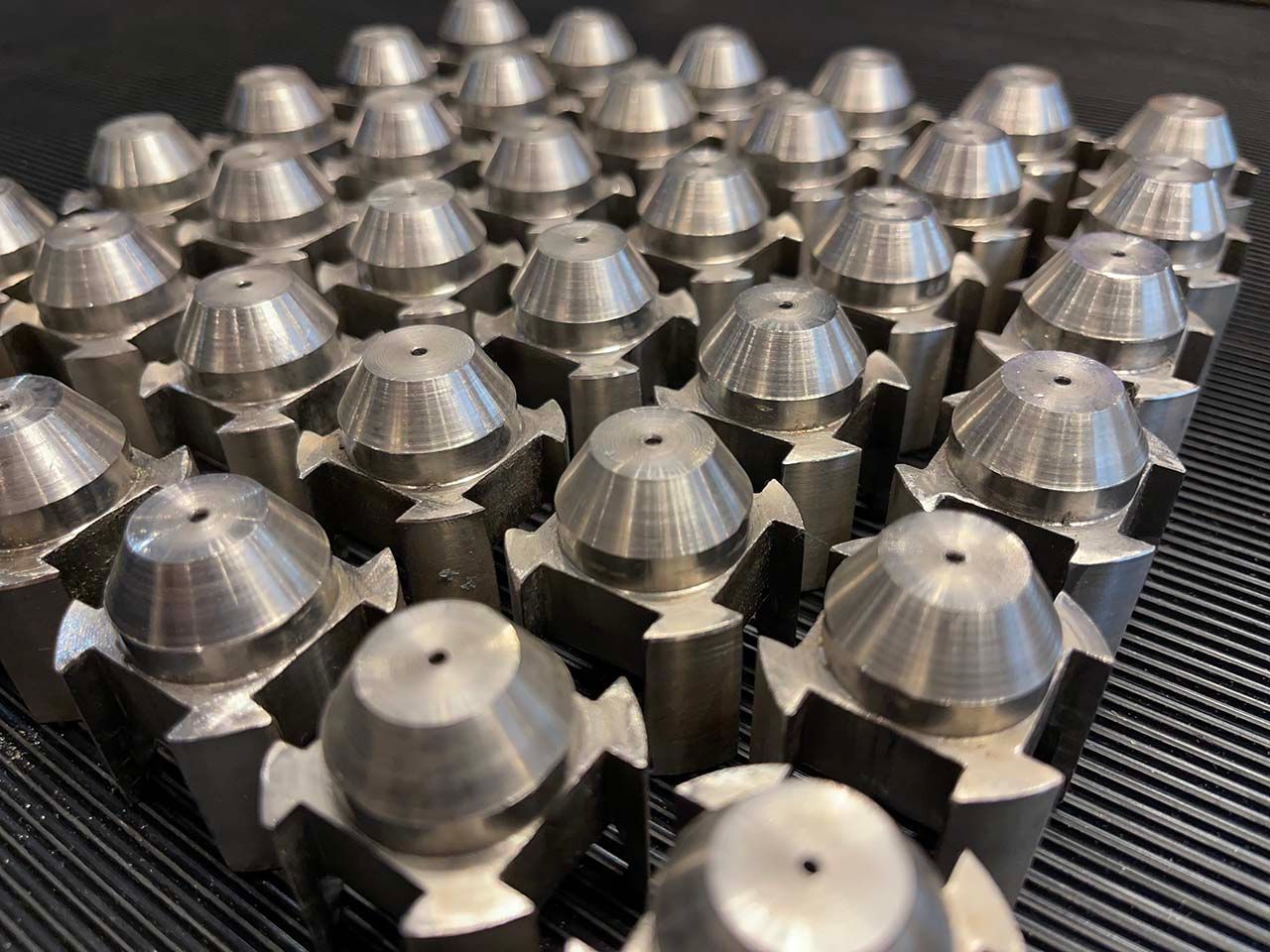
Предоставляем полную гарантию. Работаем в области металлообработки уже более 20 лет. Сделаем заготовку любой сложности: втулки, проставки, гребенки, фланцы. Обратиться для предварительного просчета цены можно по телефону.
Токарная обработка металла виды и технологии
Токарная обработка металла – популярный способ изготовления изделий с геометрическими параметрами. Излишний слой срезают, пока деталь не приобретет определенную шероховатость, размер или форму.
Принципы обработки
При проведении работ мастера используют режущие инструменты и станки: они и снимают слой заданной величины. В процессе происходит два движения:
основное – закрепленный в планшайбе или патроне элемент вращается;
движение подачи – его совершает инструмент, пока заготовки не примут заданные параметры.
Поскольку движения можно совмещать по-разному, на оборудовании используют детали разных форм. Предусмотрены и дополнительные технологические операции, среди которых:
Широкая функциональность оборудования позволяет создавать самые разные детали. Важно, чтобы готовое изделие было качественным: соответствовало формам и размерам, имело определенную степень шероховатости. Контролировать качество позволяют измерительные инструменты – микрометры, калибры, нутрометры, штангенциркули.
Одна из основных задач мастера токарного дела – знание технологии токарной обработки. Выглядит весь процесс так:
кромка врезается и зажимает поверхность;
инструмент снимает нужный слой;
получившийся слой превращается в стружку разных типов.
Поверхности наружные
Для совершения операции подходят резцы для:
Чернового металлоточения. Они позволяют работать на максимальной скорости, снимается стружка максимального сечения. С их помощью мастеру удается устранить любые неровности и иные дефекты и получить элемент заданного диаметра.
Чистового точения. Они используются для финальной обточки и удаления верхнего тонкого слоя.
Оснастка бывает 3 видов. От модели зависит основной угол оснастки:
отогнутый;
прямой;
упорный.
От угла оснастки зависят оптимальная скорость и возможности режущего инструмента. Чем ниже угол, тем выше возможная скорость. Большая скорость допустима, если и жесткость системы тоже высока. В противном случае появятся вибрации.
Поверхности торцевые
Этот этап позволяет добиться ровного торца элемента и подрезать его в размер. Для этой цели используют проходные упорные или отогнутые резцы. Если нужна большая скорость, следует установить поперечную подачу.
Канавки
За канавки отвечают прорезные или отрезные резцы. Подача – поперечная:
подвести к месту резец и повернуть ручку;
дойдя до нужной глубины, медленно вывести резец;
если ширина канавок больше 5 мм, точение следует проводить в несколько проходов;
остается чистовое точение: достаточно оставить мм пропуска. Для этого этапа требуется тот же резец.
Резцы центрируются. Если установить их ниже хотя бы на 0,05 мм, участок будет необработанным. Если ниже, инструмент сломается.
Отверстия
На процесс влияют материал и вид совершаемой операции:
Тип
Металл
Древесина
Сверление
Если значение глубины отверстия выше его диаметра, следует вывести оснастку, очистить полость от стружки и продолжить. Если обрабатываете алюминиевые или стальные элементы, для снижения трения берите СОЖ. Скорость зависит от типа металла.
Принцип тот же. Отличия – ручная подача и нет необходимости в СОЖ.
Зенкерование
Скорость по аналогии с предыдущей операцией: для чугуна – 0,2 мм/об, для стали – 0,1 мм/об. Если используете прочные материалы, снизьте скорость на 30 % и используйте твердосплавную оснастку.
Тот же принцип, что и при взаимодействии с металлом.
Развертывание
Этот этап нужен для получения точного результата, сглаживания небольших неровностей, финальной обточки. Скорость для чугуна – 1 мм/об, для стали – 0,5 мм/об.
Отверстия в дереве не нуждаются в развертывании: в таких элементах не нужна максимальная точность.
Растачивание
Если желанный диаметр больше диаметра стандартных зенкеров и сверл, требуется растачивание расточными резцами. Из-за интенсивной нагрузки появляется больше вибраций: на минимальной скорости резания образуется стружка. Точные цифры зависят от типа растачивания:
Для чернового. Скорость – 50 мм/об (твердосплавные резцы) или 25 м/мин (из быстрорежущей стали). При подаче продольной – 0,09 мм/об.
Для чистового. Скорость – 150 м/мин и 40 м/мин соответственно. Подача – 0,06 мм/об.
Для выполнения растачивания по дереву потребуются полукруглая стамеска и крючок для шлифовки.
Комбинирование операций дает возможность получить любые изделия.
Процесс проходит так:
в шпиндель устанавливаются вращающиеся вокруг своей оси элементы;
затем подводят резец из инструментальной стали, имеющий режущие кромки из сплава;
разные значения твердости и трения способствуют снятию слоя;
мастера могут использовать любую подачу либо совмещать обе технологии.
Важный этап – получение стружки. Она бывает:
Слитая. Возникает при взаимодействии с мягкими металлами на большей скорости. Это медь, олово, полимеры, свинец.
Стружка надлома. Образуется при взаимодействии с непластичными материалами.
Ступенчатая. Ее получают при совершении операции на средней скорости и взаимодействии с алюминиевыми и нетвердыми стальными элементами.
Элементная. Стружка получается в результате оттачивания маловязких и твердых деталей.
Сегодня клиентам кажется, что основным материалом выступала и продолжает выступать сталь. Но это не совсем верно. Первые станки появились при Петре I и обрабатывали они дерево: экземпляры до сих пор хранятся в Эрмитаже. Российский император увлекался разными вещами, но токарная обработка – точение – была его любимой деятельностью.
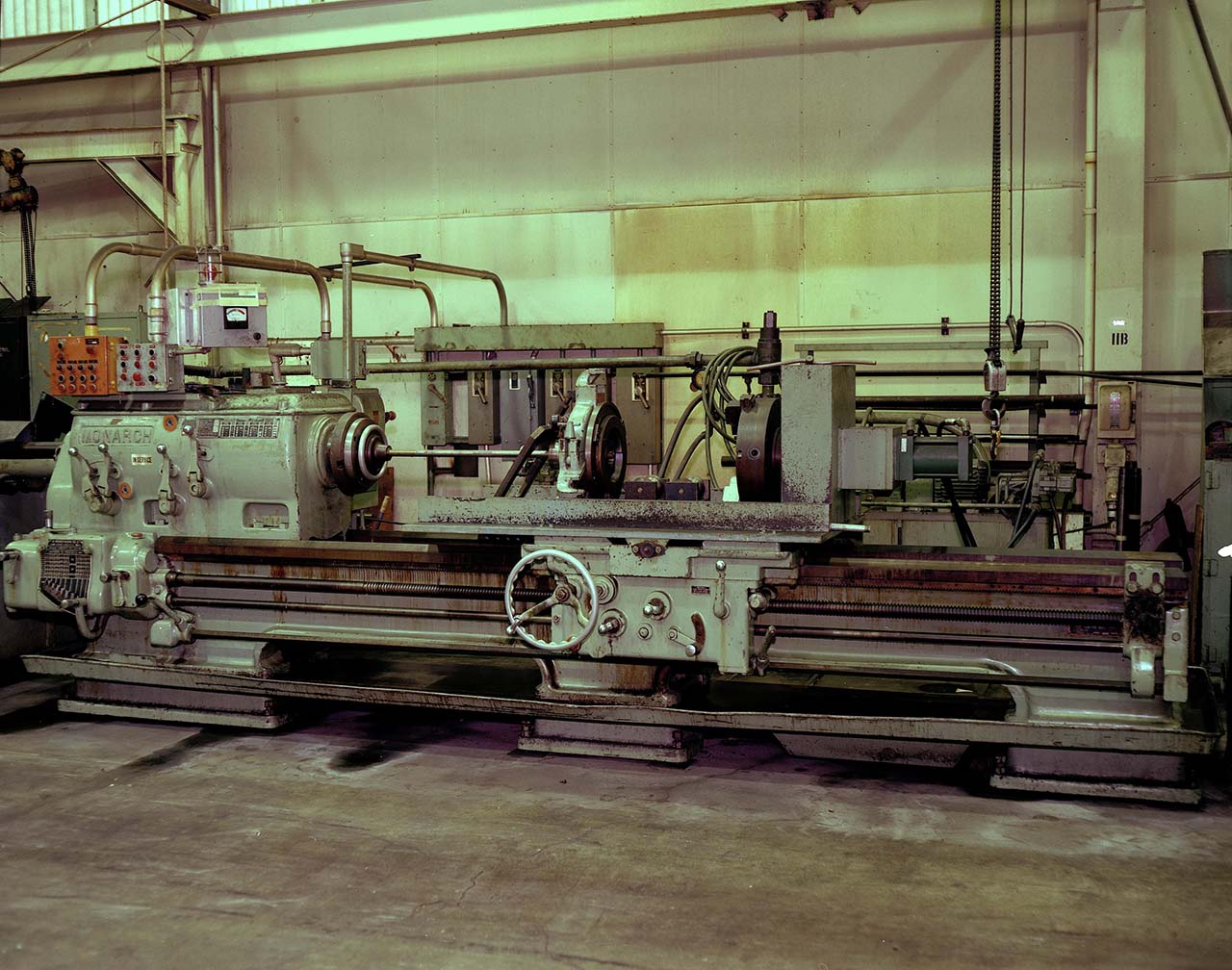
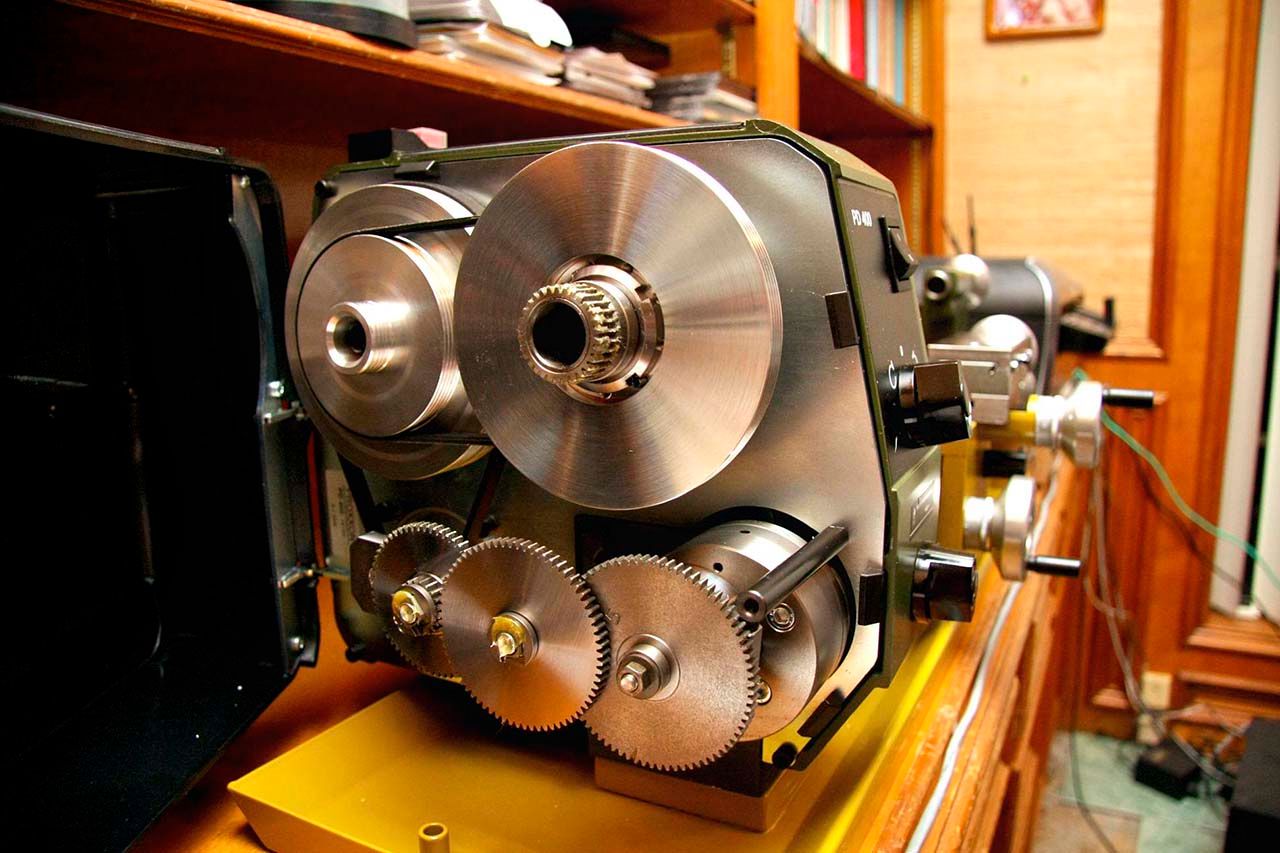
Современное оборудование сложнее старинных аналогов, но принцип работы сохранен. При этом привод из ручного перешел в электрический и более габаритный. Стандартный станок включает:
бабку заднюю, фиксирующую крупные элементы;
бабку переднюю со шпинделем, двигателем;
станину для крепления элементов;
суппорт с резцом.
Типы обработки
Существует несколько типов оборудования, выполняющих разные функции:
Лоботокарные. Позволяют работать с колесами, звездочками, шкивами, фланцами, шестеренками.
Винторезные. Самое популярное оборудование для вытачивания канавок, накидывания рифлений, поверхностей.
Карусельные. Модели для работы с элементами крупных диаметров.
Револьверные. Подходят для отливок, прутков.
Основное оборудование
Для обработки на станке нужны резцы. Они бывают:
прямыми для наружных поверхностей;
резьбовыми для резьб, иногда используют прямой инструмент с копьевидными головками;
расточными – глухие и сквозные (угол 60) отверстия;
отрезными с головками с твердосплавными напайками для канавок любой глубины;
отогнутыми подрезными для торцевых поверхностей;
упорными для работы со ступенчатыми валами.
Виды оборудования
Существуют следующие типы оборудования:
Пилильное
Подходит для придания формы древесине и ее распилки. Большое преимущество оборудования в том, что для его использования мастеру потребуются самые базовые навыки. Среди пилильных моделей:
Круглопильные устройства. Они предназначены для распила древесины в наклонной или вертикальной плоскостях. Из-за максимальной точности применяются при формовке.
Ленточные станки. Линейное движение пилы разрезает металл: для предварительной подготовки дерева, металла.
Пилорамы. Подходят для продольной, поперечной распилки материала – подготавливают его к дальнейшей работе.
Строгальное
Этот вид устройств нужен для удаления верхнего слоя. Строгальные оборудования бывают:
двухсторонние рейсмусовые. Эффективное оборудование, но может показаться сложным в эксплуатации;
односторонние рейсмусовые. Помогают отточить верхнюю поверхность на габаритных заготовках – простая конструкция и обслуживание;
фуговальные. Доступна и базовая функция, и снятие фаски под конкретным углом.
Сборочное
Автоматизированные модели для сборки элементов.
Гнутарное
Название этой группы говорит само за себя. Оборудование при помощи гидравлических прессов с фиксирующими зажимами выгибает и придает конкретную форму элементам.
Шлифовальное
Оборудование для взаимодействия с деталями на конечной стадии их изготовления. Модель с абразивом не только снимает слой, но и проводит чистовую обработку. Отталкиваясь от устройства, используют для работы с любыми поверхностями:
кромкошлифовальное – кромка фигурных изделий;
круглошлифовальное – тела вращения;
плоскошлифовальное – плоские поверхности;
специальное – особо сложные случаи.
Фрезерное
Подходит для взаимодействия с плоскими поверхностями. Они бывают:
вертикальные – перпендикулярно к элементу и столу;
горизонтальные – соответствующее расположение;
универсальные – положение заготовки меняется без ее переустановки.
Сверлильное
Созданы для рассверливания отверстий. Они бывают:
радиальные – угол наклона меняется для удобной работы;
горизонтальные – работают только в горизонтальном положении;
вертикальные – по аналогии с предыдущей группой, но в вертикальной.
Токарное
С их помощью можно сделать декоративные заготовки, обточить крепежи и корпусные части. В зависимости от степени автоматизации они бывают:
Автоматизированные. При помощи специальных узлов можно копировать некоторые процессы без участия человека, но при этом он должен контролировать работу устройства.
Полностью автоматические. Компьютерная программа контролирует все процессы.
Ручные. Полностью зависят от мастера.
Особенности станков по металлу
При существующем многообразии есть у группы станков и общие особенности:
шпиндель с патроном-кулачком для закрепления заготовок;
для крепления элементов с обеих сторон потребуется задняя бабка;
для работы используют резцы;
от суппорта зависят доступные методы работы с материалом;
подача зависит от типа заготовки, шероховатости поверхности;
станок подходит и для растачивания отверстий вдоль оси;
в станках имеется продуманная схема передач.
Для работы нужны защитный экран и средства индивидуальной защиты.
Какие операции можно выполнять на токарных станках
С помощью оборудования:
вытачивают канавки и накатывают рифления;
нарезают резьбу, обрабатывают поверхности;
отрезают части;
делают отверстия.
Методы выполнения
На оборудовании сверлят отверстия, точат детали, проводят комплексные работы. Для шлифовки заготовок используют притиры и высокоточные резцы: они снижают стоимость деталей и сокращают время на их обработку. В рабочем процессе участвуют развертки, лимб, сверла, измерительные приборы.
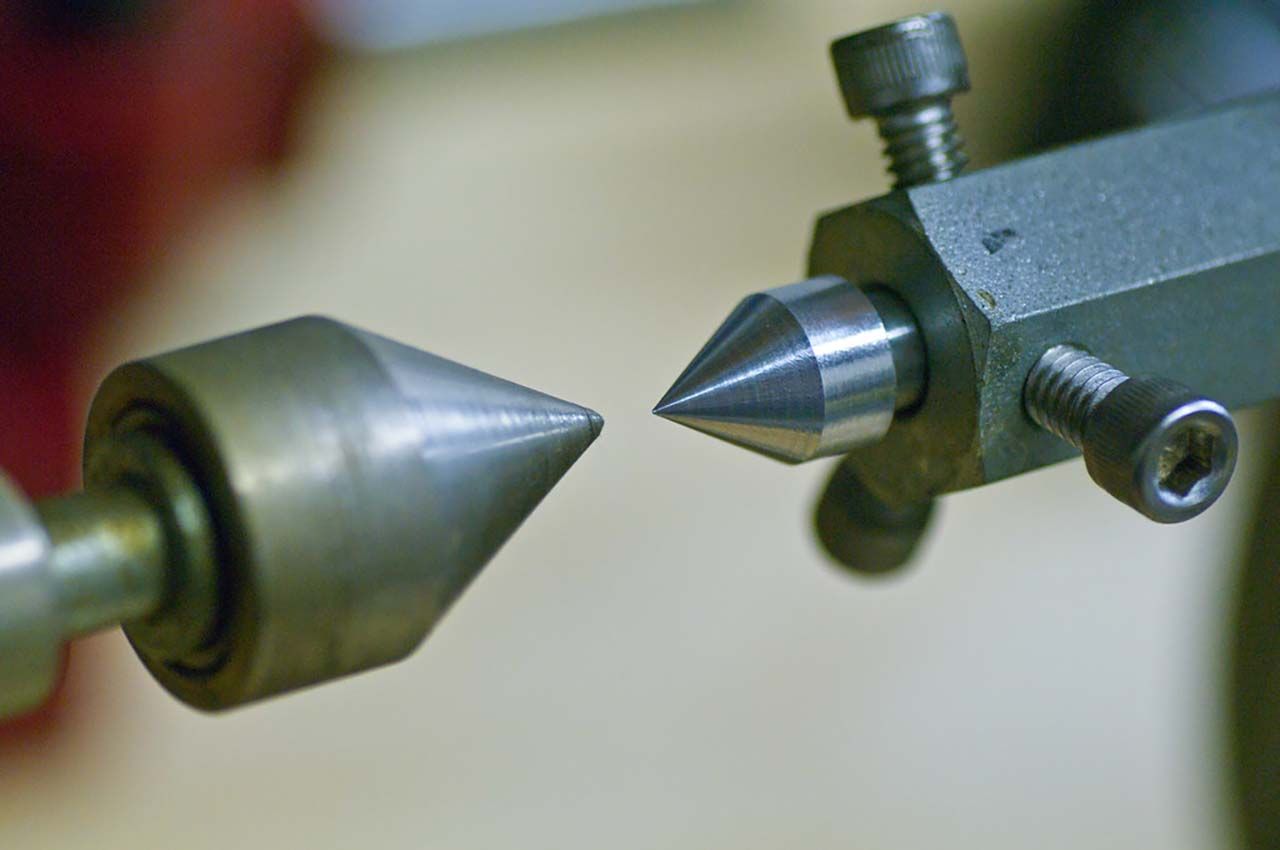
Деталь при межцентровом креплении
Методика создана для точения цилиндрических деталей – ножек для стола, стула. Первое, что нужно сделать, – преобразовать болванку. Процедура проводится так:
Находим центр болванки, наносим разметку диаметра на заготовке, намечаем центр шилом, керном. Для выпилки узких пропилов используем ножовку: должна получиться заготовка с восьмью гранями.
Пробиваем центр станка в подготовленный торец детали, вставляем хвостик центра в переднюю бабку. Подгоняем к изделию заднюю бабку, помещаем кончик в центральное отверстие. Зажимаем и фиксируем бабку, подаем центр в материал, стопорим штурвал.
Настраиваем передачу с меньшей скоростью, прежде чем включить станок, проверяем элементы крепления, а затем переходим к обточке болванки до желанной цилиндрической формы.
Переходим к выравниванию плоским резцом. Поскольку диаметр заготовки изменился, переустанавливаем упор. Кладем скос заточки на изделие, а полотно на упор. Важно, чтобы глубина резки была одинаковой на протяжении процесса. Если все делаем правильно, поверхность получается гладкой и струганной.
Надеваем защитную маску и переходим к шлифованию цилиндра. В теории этот шаг можно пропустить: после чистовой обработки шлифовка не нужна. Но большинство мастеров предпочитает ее провести.
Осталось поработать отрезным резцом, снять со станка заготовку, срезать отход ножовкой. Подравниваем концы стамеской или долотом.
Забота о декоративных элементах
Для создания декоративных элементов используют буртик или валик:
Делаем разметку желобков и валиков при помощи линейки и карандаша.
Вытачиваем валики. Кладем на упор косой резец, по линиям разметки вырезаем канавку 3 мм. Придаем канавкам V-образную форму. Операцию проделываем с обеими сторонами валика. Чтобы убрать все неровности, снимаем тонкую стружку. Подчищаем пояски, чтобы получить ровные и аккуратные углы.
Вытачиваем пояски и желобки. Убираем между валиками часть материала, подравниваем пояски. Точим желобок с обеих сторон. Проверяем форму детали. Подчищаем поясок: у желобка должен быть острый край, а у валика – аккуратный угол.
Вытачивание заготовок с креплением в едином центре
При изготовлении элементов с полостью для вытачивания торцевых граней следует убрать заднюю бабку. Такая деталь крепится с одного края при помощи держателя на шпинделе бабки.
Самый простой вариант – держатель с шурупом. Чаще это обычные шурупы, но в качественных моделях используют огрубленные варианты, надежно удерживающиеся в боковой и торцевой гранях. Предназначен для коротких заготовок.
В чашечном держателе деталь фиксируется благодаря силе трения. Но для большей надежности иногда используют и шурупы.
Шпоночный держатель вставляют в отверстие в торце детали. При вращении элемента шпонка поднимается из паза и фиксирует заготовку на держателе.
Трехкулачковый патрон – самый старинный, но небезопасный способ обработки металла точением, потому он сегодня почти не используется. Если токарь решил остановиться на этом варианте, ему следует использовать специальное ограждение.
В универсальном держателе предусмотрен и цанговый зажим для захвата цилиндрической части детали.
Вытачивание полостей происходит так. В креплении вытачиваем заготовку черновую, устанавливаем держатель на бабке передней. Убираем заднюю бабку, деталь устанавливаем в держатель и проверяем центровку. Перпендикулярно элементу ставим упор. Обрабатываете боковую сторону? Ведете инструмент к центру от самого края. При взаимодействии с торцевыми волокнами – наоборот. Осталось выточить внешнюю поверхность и отрезным резцом отделить деталь от крепежной части.
Планшайба
Популярный вид – создание вогнутых полостей. Из-за большого диаметра детали требуется все мастерство токаря: одно неправильное движение и происходит непоправимая ошибка.
Чаще всего для этой цели используют планшайбу – металлический диск. Обычно она продается со станком, но можно приобрести изделия другого диаметра дополнительно.
Контрольная проверка
Для проверки формы заготовки иногда нужно выключать станок:
картонным трафаретом;
двумя линейками;
при помощи кронциркуля (так проверяют толщину стенок).
Разновидности токарных резцов
Производительность станка и качество зависят от продольной подачи, глубины, скорости резания, состояния резца. Параметры влияют на:
техническое состояние оборудования – можно избежать больших нагрузок;
толщину снятого слоя;
время, которое уходит на обработку;
темп, в котором вращается вал;
количество и тип производимой стружки.
По положению кромки резцы бывают левыми и правыми. По форме – отогнутыми, прямыми. Выделяют также проходные, расточные, резьбовые, фасонные варианты.
ГОСТы
Каждый пункт при работе на оборудовании регулируют ГОСТы:
12-3-025-80 – требования безопасности при металлообработке;
18097-93 – стандарты и размеры точности станков;
25762-83 – определения и термины металлообработки;
20872-80 – размеры токарных резцов.
Режимы
Важный показатель – выбранный режим. Следует учитывать:
С какой скоростью вращается шпиндель с закрепленными заготовками. Скорость зависит от выбранного режима резания: скорость чернового ниже. Иначе резцы деформируется, а металл будет «гореть». Интенсивная нагрузка вредит состоянию станка.
Подача зависит от скорости. При чистовой обработке важнее достижение точности, а при черновой – скорость снятия слоя.
Ориентируясь на режим обработки, выбирают и резцы. Популярность токарной методики объясняется просто: больший срок службы, невысокая стоимость, надежность оборудования.
Компания «ПрофБау» занимается обработкой металла. Почему следует обратиться к нам? Мы рады предложить:
гарантию на каждую выполненную услугу;
быстрое выполнение заказов;
эффективное использование инновационных технологий;
квалифицированных и опытных работников;
строгое соблюдение рабочих сроков;
профессиональное современное оборудование;
возможность приобрести материал в любом объеме.
Компания «ПрофБау» ответственно подходит к выполнению заказов разной степени сложности и объема. Вы можете смело поручить нам любую работу с металлом – выполним в срок и качественно.