Обрабатываемые металлы
АЛЮМИНИЙ | НЕРЖАВЕЮЩАЯ СТАЛЬ | МЕДЬ | ЛАТУНЬ
Минимальный заказ от 50 000 руб без учета инструмента и металла
Гибка медных труб — это услуга, популярная в разных сферах: строительстве промышленных, жилых объектов, на производствах. Такой вид металлообработки помогает придавать заготовкам изгибы заданных форм и размеров. Эти работы оперативно, недорого и профессионально выполняет компания Profbau.

Цена гибки труб в Москве устанавливается индивидуально — с учётом способа обработки, размеров заготовок (диаметра, длины), толщины их стенок в мм, сложности сгибания (количества, углов или радиусов изгибов), а также объёмов работ. Рассчитанная стоимость фиксируется в договоре, поэтому до окончания выполнения заказа остаётся неизменной.
Минимальная стоимость заказа - 10 000 рублей.
Оставьте свой запрос, и мы свяжемся с Вами в течение 15 минут
Благодарим вас за проявленный интерес к нашим услугам. Наш менеджер свяжется с вами в течение 15 минут







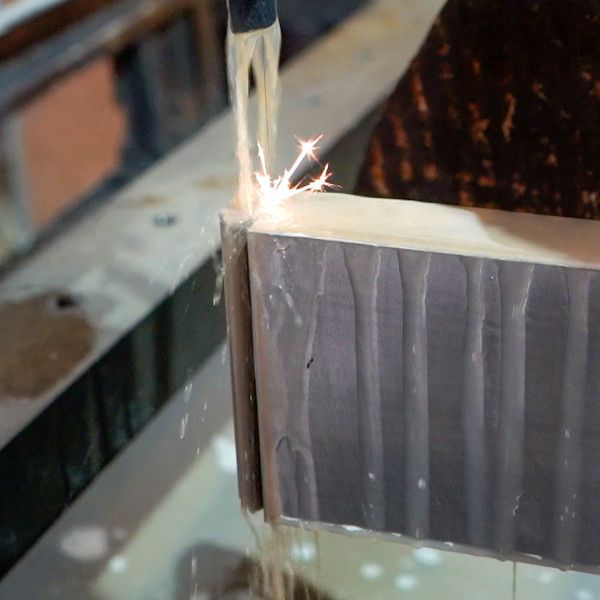
Наше современное оборудование позволяет выполнить гибку трубы в нескольких плоскостях. Угол гиба при этом может достигать 180 градусов. Мы принимаем заказы на сложную гибку тонкостенных труб, из различных видов металла. И выполняем ее с высокой точностью: погрешность не составляет более 0,2 градуса.







Медь — пластичный, относительно мягкий, легко поддающийся обработке металл. Такой материал можно сгибать под разными углами, с различными радиусами. Медные трубы практически универсальны, так как используются в промышленности, при организации инженерных коммуникаций — водопроводов, вентиляционных систем, контуров отопления. Гибка — это заготовительный процесс, позволяющий получать трубопрокатные изделия нужных конфигураций и размеров. Технология имеет несколько особенностей.
Важность выбора подходящего метода. Для повышенной точности форм и размеров заготовок применяют гибку на автоматизированных станках с ЧПУ. Обкаточное оборудование позволяет получать малые радиусы сгибов. Вальцовочные станки используют при невысоких требованиях к точности.
Соблюдение последовательности, правил проведения технологических операций. Трубы отжигаются, охлаждаются, далее заполняются определённым материалом для сохранения размеров и геометрии отверстия. В качестве наполнителя используют парафин, резину, канифоль, песок, термостойкую и прочную пружину. Сначала трубу сгибают больше, чем нужно, далее частично расправляют, чтобы исключить формирование складок на внутренней стороне, подверженной сжатию. После завершения процесса наполнитель удаляется (выплавляется), изделие промывается.
Соблюдение условий гибки. Это нагрев до определённых температур, повышающих пластичность, но не разрушающих кристаллическую решётку. Также сгибание должно быть плавным, без резких рывков, чтобы исключать чрезмерные растяжения снаружи и формирование складок внутри. Равномерность вытягивания на внешней стороне и усадки на внутренней части должна постоянно контролироваться.
Максимальное приближение размеров и геометрических форм заготовок к конфигурации и габаритам готовых изделий достигается благодаря точным настройкам автоматизированного оборудования, строму контролю хода операции и профессионализму оператора станка.
Гибка труб из меди выполняется на специализированном оборудовании. Это профессиональные трубогибы — станки с прессом, системой роликов и валков, рычагами или другими рабочими инструментами, подбираемыми по толщине стенок, диаметру, длине, сложности конфигурации изделий. Устройства оснащаются гидравлическими, электромеханическими, электрическими мощными приводами.