














Методы шлифования резьбы
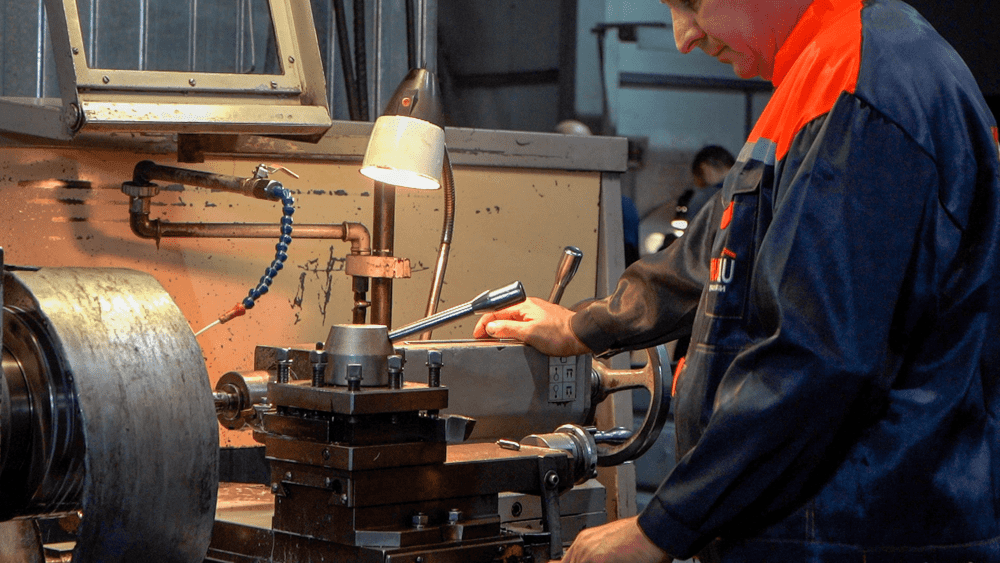
Шлифовка резьбы осуществляется на оборудовании, оснащенном шлифовальными кругами. Такой инструмент от стандартного отличается конфигурацией. Его торцевая часть имеет форму, совпадающую с профилем резьбы. Это выступ, который при шлифовании помещается в углубление резьбовой зоны. Инструмент вращается с высокой скоростью, также вращательные движения может совершать и заготовка.
Рабочая поверхность круга абразивная, включающая мелкие зёрна, которые обеспечивают механообработку и, углубляясь в металл, снимают его послойно. Снятие незначительное, обычно на глубину, не превышающую несколько десятков микрон.
Шлифовка резьбы по металлу осуществляется по технологии, применяемой к небольшим зубьям шестерен. Это метод копирования. При нём конфигурация инструмента полностью повторяет профиль шлифуемой поверхности. Это обеспечивает максимальное приближение размеров и геометрии заготовок к габаритам и формам конечных деталей в соответствии с предъявляемыми требованиями и действующими стандартами. Но подбор круга из стандартного доступного набора усложняется. Это обусловливает востребованность изготовления инструментов на заказ. Также важно определить оптимальную абразивность (зернистость), чтобы не повредить изделие. Это объясняет то, что резьбовое шлифование имеет достаточно высокую стоимость.
По степени интенсивности воздействия резьбошлифовку делят на:
- Абразивную. Это черновая обработка, похожая по глубине шлифовки на резьбонарезные операции. При таких операциях осуществляется корректировка формы и размеров профиля.;
- Окончательную. Её называют чистовой, и такой процесс не имеет формообразующего значения. Его цель – финальная отделка для достижения нужной гладкости и чистоты.
По особенностям применяемых инструментов выделяют два вида шлифовки:
- Однопрофильная. Она выполняется простым кругом с минимальной высотой и единственным выступом, рассчитанным на последовательную обработку каждого отдельного витка. Инструмент подвергается большим нагрузкам, быстро изнашивается, в некоторых случаях из-за нагрева провоцирует прижоги.;
- Многопрофильная. Высота кругов значительно больше, а обработка затрагивает сразу всю резьбовую зону благодаря многочисленным выступам на торце инструмента. Длина резьбы должна быть меньше высоты круга. Многопрофильные круги долговечнее однопрофильных и для металлов безопаснее. Также они более производительные.