- Главная
- Услуги
- Изготовление изделий из металла на заказ
- Производство токарных патронов
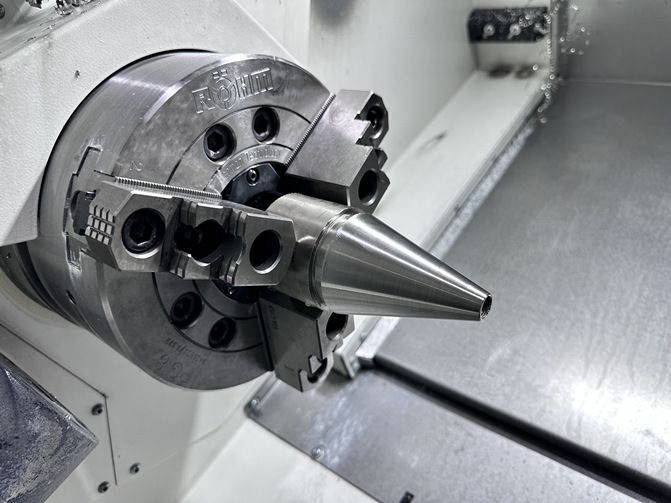
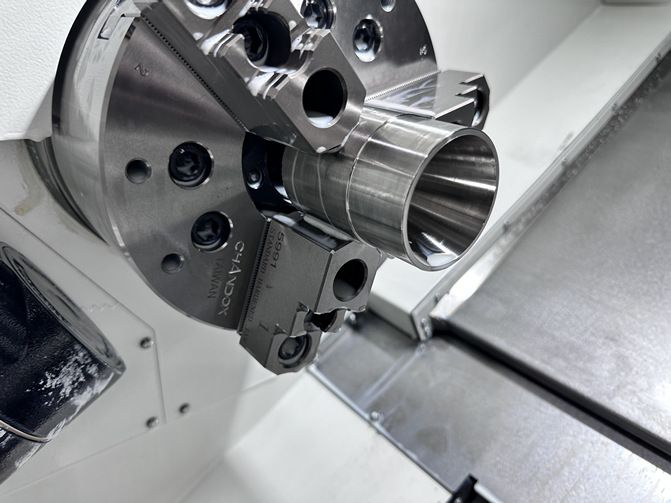
Производство токарных патронов на заказ
Минимальный заказ от 50 000 руб без учета инструмента и металла
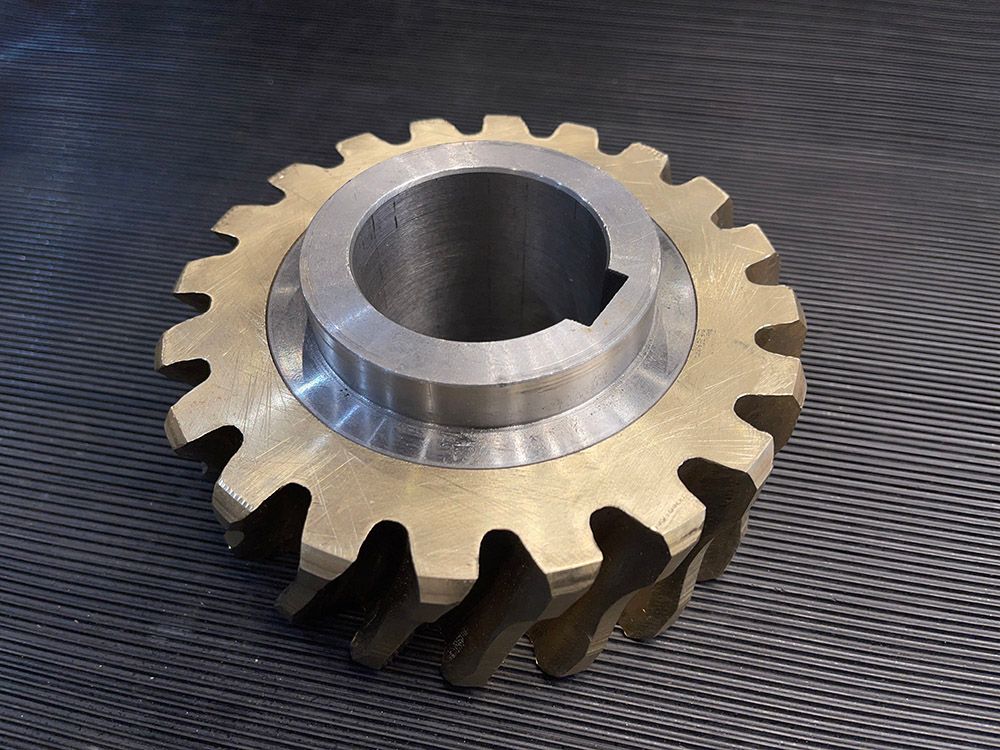
Токарный патрон представляет собой важную составляющую технической оснастки одноимённых станков. Назначение детали – надёжная фиксация обрабатываемой заготовки на оси шпинделя оборудования. Производство токарного патрона – услуга, которую на выгодных и комфортных условиях предоставляет компания Profbau.
Стоимость производства токарных патронов
Цена работ зависит, прежде всего, от их сложности, объёма. Также при индивидуальном расчёте стоимости учитываются характеристики изделий (тип, конфигурация, размеры), технология изготовления, материал. На цену влияет и желаемый срок готовности: срочные заказы обычно обходятся дороже.
В итоговую стоимость включены непосредственно работы, а также подготовка технического задания и чертежей (если они не предоставлены клиентом) и консультации по возникающим вопросам в течение всего периода сотрудничества.
Оставьте свой запрос, и мы свяжемся с Вами в течение 15 минут
Благодарим вас за проявленный интерес к нашим услугам. Наш менеджер свяжется с вами в течение 15 минут
Этапы получения и исполнения заказа





Виды токарных патронов
По назначению, конструкционным особенностям детали делятся на следующие типы:
- Сверлильные. Они совместимы со свёрлами или иными рабочими инструментами, имеющими цилиндрические хвостовики. Существует два подвида сверлильных патронов: самозажимные и сменные. Механизм зажима первых специальный, с фиксацией без применения ключа. Чтобы закрепить элемент или снять его, нужно повернуть рукоятку. Сменные модификации для затягивания и откручивания требуют использования ключа.
- Цанговые. Они закрепляют рабочие инструменты, имеющие хвостовики цилиндрической конфигурации. Для зажимания предусматривается цанга, что дало название типу. Это втулка конической конфигурации, снабжённая пружиной. Такое исполнение увеличивает точность фиксации. Устанавливать и снимать оснастку и заготовки просто, возможно работать с изделиями и рабочими элементами малых диаметров. Также можно применять твёрдые вставки.
- Рычажные. Для зажима следует перемещать одновременно все кулачки с помощью ключа, приводящего в действие двухплечевой рычаг. Также возможно автономное регулирование каждого из зажимов. Этот вариант подходит для мелкосерийных производств (для получистовой, черновой обработки) и для сложных фактур, так как можно работать с различными диаметрами. Переналадка обычно несложная, но может вызывать проблемы при настройках для выполнения нестандартных операций.
- Клиновые. Тут каждый кулачок снабжается собственным механическим либо пневматическим приводом, поэтому достигается максимально высокая точность закрепления. Установка патрона возможна на кронштейне на столе станка или на основании оборудования. Действие в данном случае основано на одновременном движении кулачков за счёт перемещения втулки по оси. Последняя оснащается клиновидными выступающими участками, взаимодействующими с пазами такой же формы на кулачках. Клиновые патроны износостойкие, компактные, высокоточные, обеспечивающие сильную фиксацию. Но диапазон радиальных перемещений кулачков ограничен.
- Мембранные. В конструкции упругая мембрана с зафиксированными на ней кулачковыми элементами, оснащёнными зажимными губками. Когда заготовка располагается в патроне, мембрана за счёт действия пневматического привода прогибается, разводя в стороны губки. Изделие помещается между ними, пневмопривод выключается, благодаря силам упругости обеспечивается надёжный захват с точным центрированием.
Классификация по количеству предусмотренных в конструкции зажимов предполагает такие виды патронов:
- Двухкулачковые. Подходят для крепления с малой или средней точностью центрирования, используются с небольшими, несимметричными заготовками, например, арматурами, поковками.
- Трёхкулачковые. Являются самоцентрирующимися, позволяют быстро фиксировать, обеспечивают эффективное центрирование. Назначение – крепление металлоизделий простой круглой или более сложной шестигранной конфигурации.
- Четырёхкулачковые. В них предполагается независимое крепление зажимов, что подходит для работ с прямоугольными обрабатываемыми изделиями, с заготовками без строгой симметрии. Пример – прутья с квадратным сечением.
- Шестикулачковые. Эти элементы самоцентрирующиеся, отличаются небольшим усилием сжатия. Они оптимально подходят для закрепления тонкостенных, хрупких, пластичных металлоизделий. Благодаря шести кулачкам сила сжатия распределяется по зоне захвата равномерно, что исключает случайные смятия, повреждения.
По степени точности патронная оснастка делится на следующие классы: Н (нормальная точность), П с повышенным уровнем, В (высокоточные патроны) и А, для которого установлены особо высокие требования.
Выбирая патроны для токарных станков, нужно учитывать несколько факторов:
- Тип. Он определяется по конструкции, назначению станка.
- Количество предусмотренных кулачков. От него зависят вид обрабатываемых заготовок и их допустимые количества.
- Диаметр детали. Он подбирается по наружным габаритам заготовки. Также учитываются конфигурация крепёжных отверстий, размер присоединительного пояска.
- Диаметр отверстия в корпусе элемента. Его нужно учитывать, если обрабатываются длинные прутья.
- Частота вращения. Это допустимая скорость, с которой будет вращаться заготовка. Патрон должен выдержать такое количество оборотов.
- Характеристики заготовки. Станочная оснастка должна полностью соответствовать им.
Материалы изготовления
Изготовление токарных патронов требует использования прочных, износостойких, выдерживающих условия интенсивной эксплуатации металлов и их сплавов. Обычно используются высоколегированные закалённые стали.
Этапы и технология изготовления
Процесс производства требует постоянного контроля качества и включает такие этапы:
- 01Разработка проекта.
В неё входит подготовка чертежей, подробного технического задания. Также осуществляется подбор технологии, материала.
- 02Подготовка полуфабрикатов, предназначенных для изготовления заготовок.
Их получают литьём, штамповкой, ковкой.
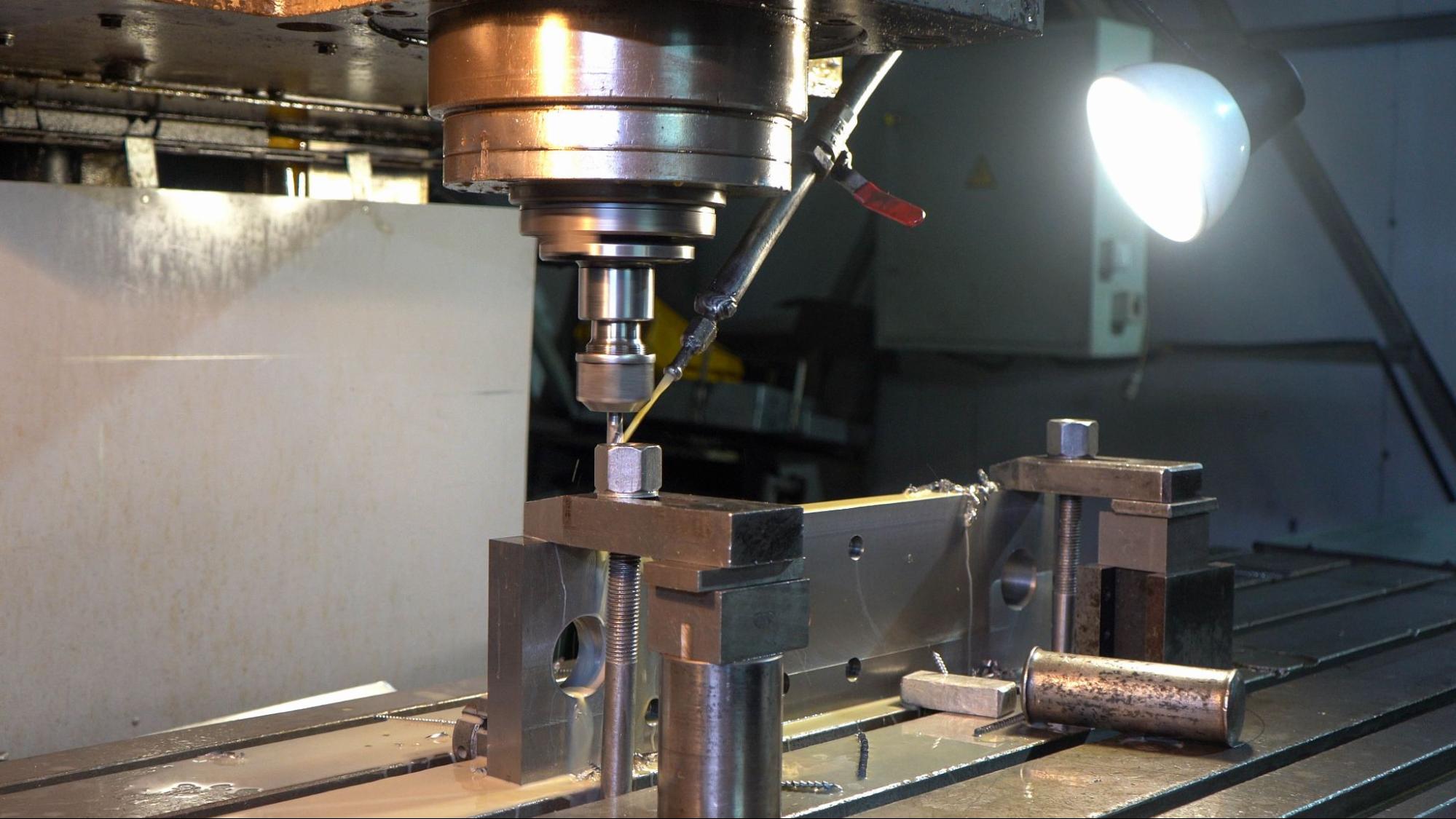
- 03Механическая обработка полуфабрикатов.
Она выполняется на фрезерных, токарных станках для достижения установленных параметров с высокой точностью геометрии и размеров заготовок.
- 04Финишная обработка.
Она может предусматривать шлифование.
- 05Завершающий контроль качества с последующей передачей готовой партии клиенту.
Область применения
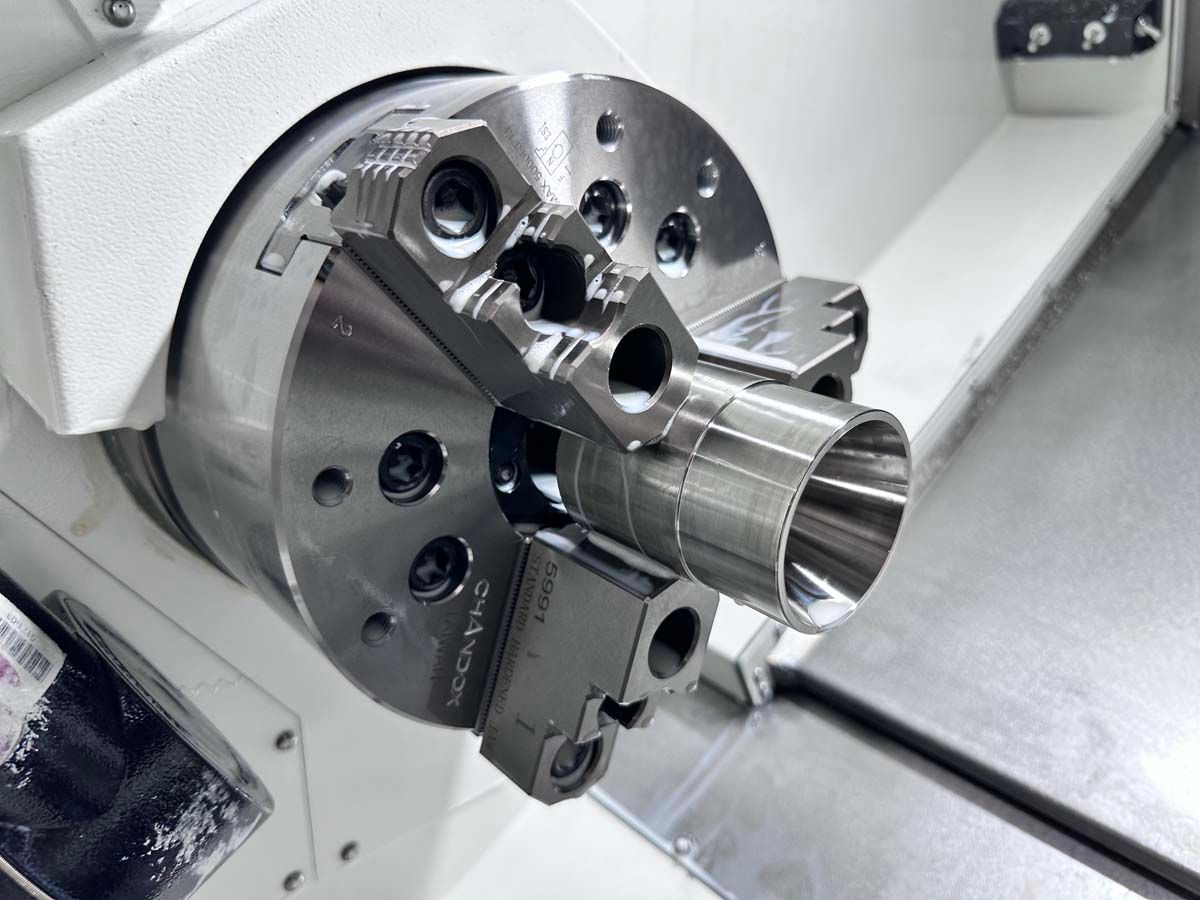
Токарные патроны используют на заводах и в мастерских для оснащения станков: универсальных и стандартных токарных, револьверных, внутришлифовальных, винторезных. Это может быть автоматическое оборудование, механическое ручное или полуавтоматическое. Главное назначение деталей – фиксирование обрабатываемых заготовок разных габаритов и конфигураций в зоне шпинделя.
Зажимные детали обеспечивают надёжное, высокоточное, стабильное закрепление с необходимыми центровкой и перпендикулярностью размещения. Благодаря оптимальному усилию зажима обрабатывать металлоизделия возможно при высокоскоростных режимах вращения.
Примеры работ



Лицензии и сертификаты
 Сертификат соответствия № RU.04ПТС1.С01846 ISO 14001:2015
Сертификат соответствия № RU.04ПТС1.С01846 ISO 14001:2015 Сертификат соответствия № RU.04ПТС1.С01846 ISO 45001
Сертификат соответствия № RU.04ПТС1.С01846 ISO 45001 Свидетельство №182 о членстве в Российском Союзе Поставщиков Металлопродукции с октября 2007 года
Свидетельство №182 о членстве в Российском Союзе Поставщиков Металлопродукции с октября 2007 года Электронный сертификат "Меркаби" о членстве в российском союзе поставщиков металлопродукции
Электронный сертификат "Меркаби" о членстве в российском союзе поставщиков металлопродукции Сертификат соответствия № RU.04ПТС1.С01846 ISO 9001:2015
Сертификат соответствия № RU.04ПТС1.С01846 ISO 9001:2015
Отзывы наших клиентов
 ООО "АЛЖЕКО" Генеральный директор Настран Б.
ООО "АЛЖЕКО" Генеральный директор Настран Б. ООО "ЕЛВ ГРУПП" Руководитель Шароватов М.А.
ООО "ЕЛВ ГРУПП" Руководитель Шароватов М.А. ООО "ПРЕДПРИЯТИЕ ВГТ" Директор Бабашев В.Н.
ООО "ПРЕДПРИЯТИЕ ВГТ" Директор Бабашев В.Н. ООО "РОКВУЛ" Региональный менеджер по закупкам Осипова Е.В.
ООО "РОКВУЛ" Региональный менеджер по закупкам Осипова Е.В. ООО "ИНТЕРПРИНТ-РУС" Генеральный директор Белозерский И.А.
ООО "ИНТЕРПРИНТ-РУС" Генеральный директор Белозерский И.А. ПАО "КРИОГЕНМАШ" Директор по МТО и Логистике Клинков В.В.
ПАО "КРИОГЕНМАШ" Директор по МТО и Логистике Клинков В.В.
Другие услуги






Статьи
 Виды сварных соединений и швов18.10.2022
Виды сварных соединений и швов18.10.2022