Минимальный заказ от 50 000 руб без учета инструмента и металла
Шлифовка металла – вид его абразивной обработки со снятием верхнего тонкого слоя либо профессиональным оборудованием, либо вручную. Процедура помогает добиваться нужных размеров, правильных форм или гладкой поверхности деталей. Заказать качественное шлифование вы можете в компании Profbau.
Cвязаться с менеджерами одним из указанных на сайте способов
Техническое задание
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
Согласование
Обсудить подробности заказа, подписать спецификацию и договор
Изготовления
Изготовление изделия по предоставленным и утвержденным чертежам
Доставка
Привезем ваш заказ по Москве и МО или отправим в другой город РФ
Требования к материалам заказчика
Мы используем различное оборудование, поэтому производим шлифование металла разных видов. Но абразивная обработка больше подходит для материалов, обладающих высокой твёрдостью. В эту категорию входят:
Чугун;
Углеродистые сплавы;
Стали.
При оформлении заказа вы можете получить консультацию и уточнить, возможна ли шлифовка вашего материала.
Преимущества шлифовальных работ
Профессиональная шлифовка. От её качества зависит не только вид, но и эксплуатационные характеристики изделия, а также прочность будущей конструкции, в которую входит заготовка. Поэтому важно использовать подходящую технологию. Мастер должен владеть знаниями, навыками обращения со станками и инструментами.
Различные технологии. От выбора метода шлифования зависит результат обработки. Сотрудники Profbau сначала тщательно изучают изделия, проводят их диагностику, чтобы понять, какое воздействие оптимально. После анализа характеристик заготовок мастер принимает решение в пользу подходящей технологии, настраивает оборудование, подбирает расходные материалы.
Соблюдение правил. Обычно при шлифовке обрабатываемая деталь прижимается к станку с контролируемым усилием. Вращающийся абразивный круг за счёт активного трения провоцирует искрение, снимает верхний слой. В некоторых случаях по своей оси движется не только абразив, но и само шлифуемое изделие.
Современное оборудование. Его исправность, функции тоже влияют на результаты. Мы применяем профессиональные станки, специализированные узкопрофильные инструменты.
Решение нескольких задач. Шлифовка придаёт заготовкам заданные размеры и нужные формы, удаляет с поверхности дефекты: окалину, шероховатости, царапины, старые покрытия, ржавчину, загрязнения, потёртости, сколы. Также обработка улучшает эстетику.
Технологии по воздействию на поверхности делятся на:
Обдирную. Поверхностный слой удаляется грубо. Метод для отдельных заготовок из сталей, деталей из чугуна, сварных стыков.
Черновую. Заготовкам с учётом припусков придаются требуемые габариты, формы.
Чистовую. Финишная обработка, при которой изделия доводятся до нужной кондиции с учётом нормативных документов, запросов клиента. Детали в процессе шлифовки обретают ровность, гладкость.
Для шлифовки используются такие способы:
01
Круглый. Обработка цилиндрических, округлых заготовок абразивами в процессе вращения. Есть подвиды этого метода: глубинный, врезной, уступами, продольными рабочими ходами.
02
Плоский. Шлифование плоскостей с применением абразивных кругов: их периферийных частей или торцов.
03
Профильный. Подходит для плоских поверхностей, находящихся под углами, а также изделий сложных конфигураций, например, профильных, фигурных.
Оборудование, на котором мы выполняем шлифовальные работы
Оборудование делится на несколько типов: плоскошлифовальное для работ с плоскими элементами (иногда с фасонными, коническими), круглошлифовальное для воздействия на детали цилиндрической формы, а также внутришлифовальное, применяемое для улучшения характеристик и состояния внутренних частей заготовок.
Шлифовальные работы проводятся разным оборудованием. Иногда используется болгарка, дополняемая опорными кругами, наждачной бумагой. Для завершающего выравнивания, полировки подходит обработка на шлифовальных станках, фрезерных и некоторых узкопрофильных, например, для заточки, бесцентровой обработки, зубошлифования. Иногда требуются дополнительные инструменты.
Почему стоит заказать шлифовальные работы в компании Profbau
Шлифовальная обработка любой сложности. Качественно шлифуем металлические изделия разных типов, размеров, конфигураций. Работаем с материалами, совместимыми с методом обработки.
Экономия времени клиента. Приступаем к работам в день обращения. Соблюдаем обговорённые сроки. Оперативно выполняем срочные заказы.
Недорогая шлифовальная обработка. Предлагаем лучшее соотношение цены и качества. Оказываем услуги в Москве по стоимости ниже, чем в других компаниях и у частных специалистов.
Если хотите получить качественную шлифованную деталь или партию заготовок, доверьте их обработку нам!
Шлифовка металла: виды, методы и используемое оборудование
Главные цели шлифовки металла – это придание поверхности гладкости, удаление дефектов. Шлифование – один из этапов металлообработки. Оно выполняется на завершающих стадиях изготовления перед финишным полированием или нанесением краски. В этой статье расскажем всё об особенностях операции, применяемых технологиях и оборудовании.
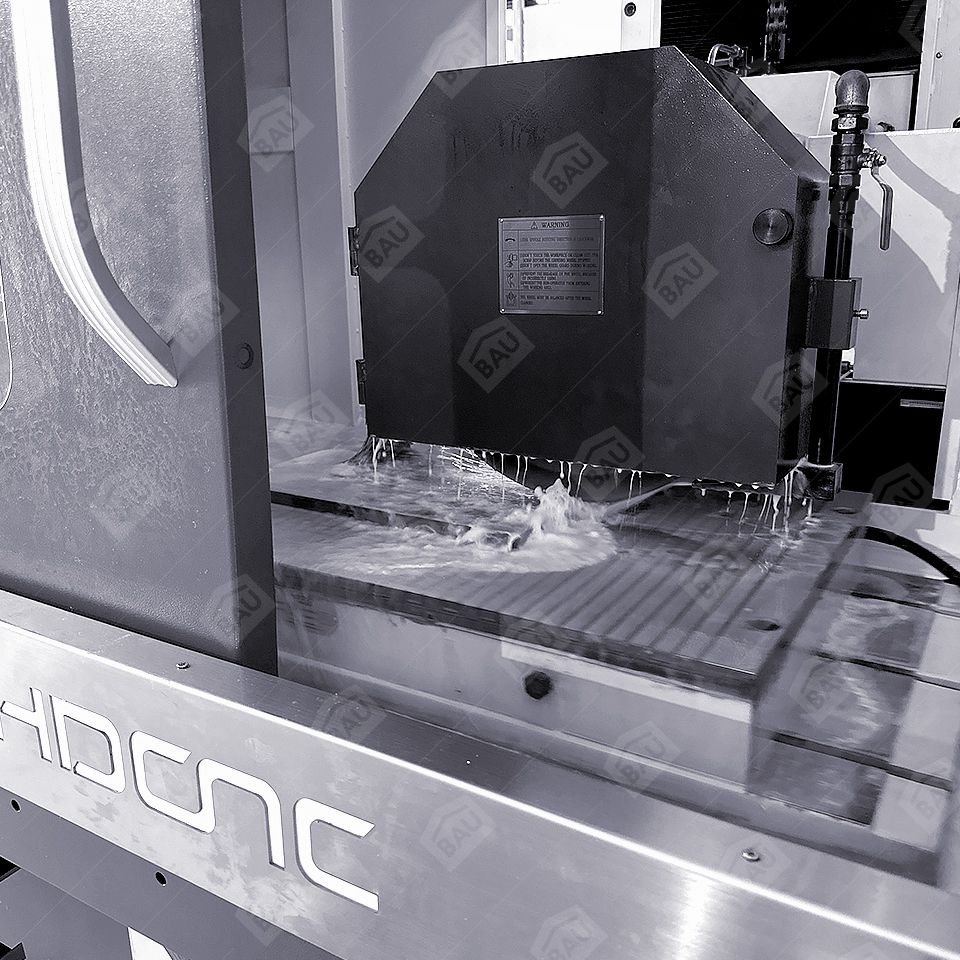
Принцип
В процессе шлифования металлических поверхностей снимается верхний тончайший слой материала специальными абразивными инструментами. Рабочая поверхность шлифовальных кругов – это материал с пористой структурой, покрытый минеральным абразивом малой фракции. Его зёрна нанесены на основание и зафиксированы на нём, скреплены друг с другом прочным цементирующим составом.
Минеральные частицы имеют острые грани, которые при обработке снимают верхний тонкий слой с металла, устраняя неровности, придавая заданную гладкость, установленную техническим заданием или действующими стандартами.
Важно брать во внимание характеристики материала, ведь скорость снятия верхнего слоя бывает очень высокой. При повышенной мягкости нужны точность и аккуратность. Чем крупнее абразивные частицы, тем быстрее резание. Чем их размер меньше, тем лучше эстетика, гладкость.
Стандартная обработка предполагает скорость вращения кругов, не превышающую 50 м/с. Если значение выше, то шлифовка является скоростной. В токарных станках рабочие элементы вращаются медленнее в 25-30 раз. Время контакта отдельного зерна с материалом малое – 0,0001 секунды.
Круг покрыт хаотично расположенными многочисленными абразивными частицами, имеющими режущие кромки разных конфигураций. Эти зёрна удаляют металлическую стружку, размеры которой практически микроскопичные. Но при этом станок расходует электричество в 5 раз активнее фрезеровочного оборудования и в 10 раз интенсивнее токарного.
Из-за малых размеров и многочисленности зёрен, их различных форм и мельчайшей металлической стружки активно выделяется тепловая энергия. Нагрев происходит в зоне соприкосновения круга с шлифуемой поверхностью. Температура порой достигает +1000 градусов Цельсия и больше. Из-за такого интенсивного термического воздействия могут меняться некоторые свойства металла, из-за чего он становится хрупким. Чтобы сохранить прочность, нужно обеспечить постоянное охлаждение участка контакта. Кроме того, важно грамотно рассчитывать припуски и обязательно учитывать их.
Во время шлифовки происходит частичное измельчение как снимаемой металлической стружки, так и зёрен круга. В результате образуются маленькие фрагменты, которые забивают промежутки между остающимися абразивными частицами. Происходит затупление режущих кромок, а также их окрашивание металлом. Для продолжения работы необходимо либо сменить круг, либо увеличить рабочую мощность.
Зачем это нужно
Шлифование является финишным этапом производства, следующим за термической или механической обработкой, например, закалкой, литьём, штамповкой, ковкой. Данная технологическая операция позволяет:
Придавать необходимую степень гладкости. Если одни детали должны быть идеально гладкими, то для других допускается или предусматривается стандартами определённая шероховатость, необходимая, например, для лучшего сцепления.
Уменьшать размеры на микроскопичные значения, которые измеряются в микрометрах (мкм). Это актуально для деталей маленьких размеров.
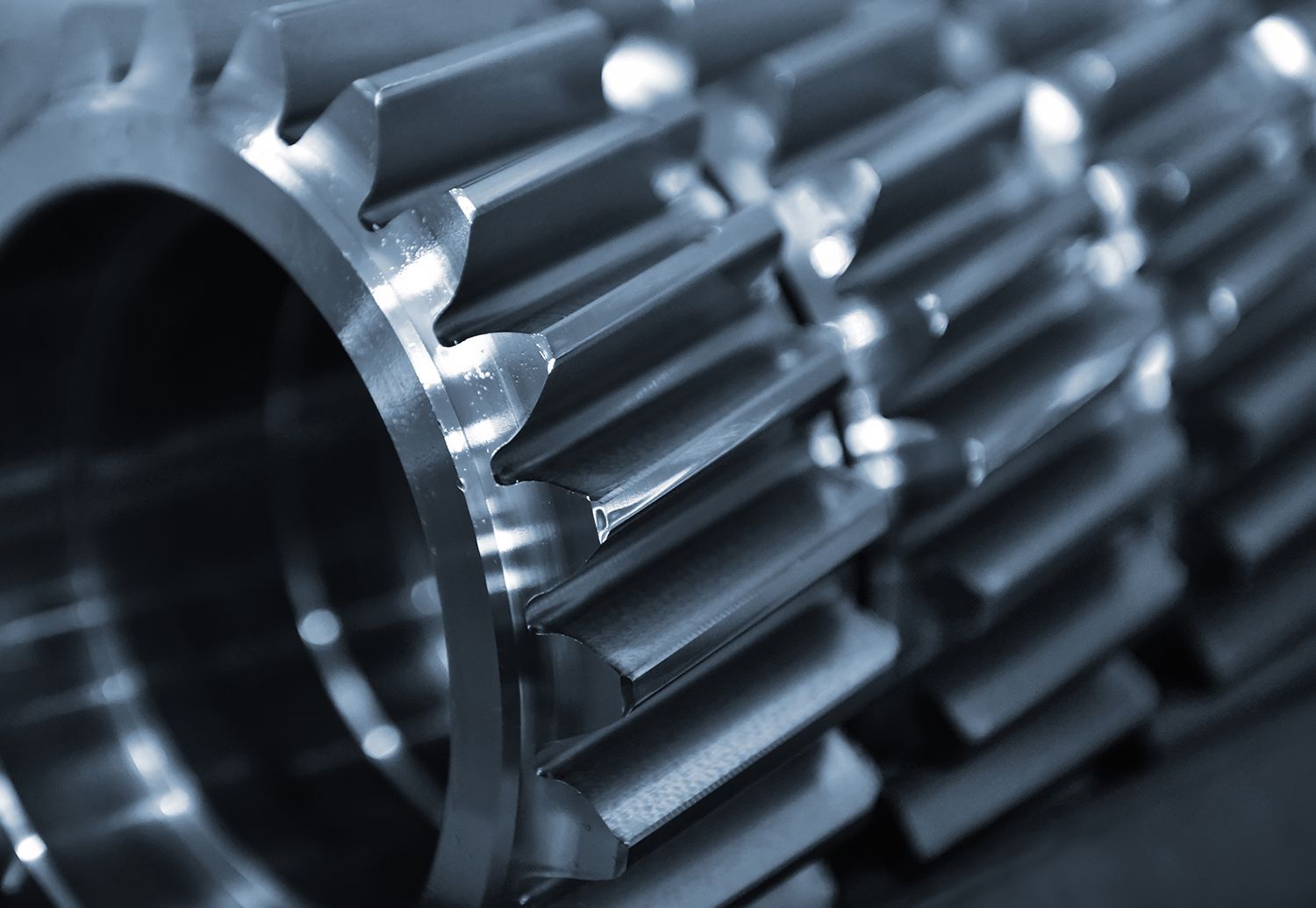
Снижать силу трения. Это необходимо для подшипников, шестерёнок и прочих элементов подвижных узлов и механизмов.
Суть и особенности процесса
Рассмотрим особенности обработки металлических поверхностей:
Шлифовке поддаются различные металлы и их сплавы: стали (легированные, углеродистые, инструментальные, конструкционные), бронза, чугун, латунь, железо, медь, цинк, алюминий. Характеристики материала влияют на выбор степени абразивности, материал и фракцию зёрен, на скорость обработки.
Шлифование – это, как правило, финишная обработка. Но за ней может следовать полирование, придающее максимальную гладкость, блеск и эстетичность.
Снимается только поверхностный, очень тонкий слой. Для более глубокого воздействия используют другие разновидности металлообработки.
Возможно убирать только неглубокие, незначительные дефекты. Например, при царапинах большой глубины добиться желаемого результата не удастся.
Обязательно учитываются физико-химические свойства и состав металла, особенности дальнейшей запланированной обработки, необходимые припуски.
Из-за значительной силы трения неизбежно повышение температуры в рабочей зоне. Для сохранения физико-химических свойств металла нужно либо предусматривать постоянное охлаждение, либо использовать специальные смеси. Последние обеспечивают оптимальное терморегулирование и в некоторых случаях лучше сухого шлифования.
Эффект можно улучшить предварительным нагреванием. Но такое правило действует не для всех материалов.
Для всех станков установлено общее правило: при возрастании скорости повышается чёткость среза.
Рабочее место будет загрязняться стружкой. Если оборудование не имеет опции стружкоотведения, то во время работ нужно периодически останавливаться, чтобы очищать поверхности от отходов.
Рабочая часть станка должна перемещаться. Для этого оператор двигает её в разных направлениях, вращает. Благодаря такому подходу можно предотвратить заметные и однонаправленные царапины, полосы, круги, голограммы.
Применяемое оборудование
Сегодня применяют современные станки, которые являются универсальными и используются в разных отраслях промышленности: машино-, судо- и автомобилестроении, производстве бытовой техники и мебели. Оборудование постоянно совершенствуется и позволяет выполнять разные операции: шлифовать, затачивать режущие кромки и обтачивать острые грани, полировать, с повышенной точностью придавать требуемые габариты и формы, удалять старые лакокрасочные покрытия.
По технологиям станки делятся на внутришлифовальные, зубошлифовальные, круглошлифовальные, бесцентрово-шлифовальные, плоскошлифовальные, осцилляционно-шлифовальные, барабанные, продольно-шлифовальные, обдирочно-шлифовальные, ленточно-шлифовальные, щёточно-шлифовальные, профилешлифовальные, двухсторонние и специальные для решения сложных, нестандартных задач.
По мобильности выделяют стационарные станки, устанавливаемые на заводах и имеющие крупные габариты и большой вес, а также переносные, которые можно перемещать.
По возможностям устройства делятся на унифицированные и специальные. Первые универсальны благодаря многочисленным настройкам, сменным насадкам и эргономике конструкции. Специальные предназначены для работ узкого профиля.
По степени автоматизации приборы классифицируется на:
Ручные. Имеют небольшие размеры, внешне напоминают дрель с абразивной дисковой вращающейся насадкой. Подходят для непродолжительной и не требующей максимальной точности обработки малых площадей.
Полуавтоматические. В них некоторые процессы автоматизированы. Но работой управляет мастер, который контролирует процесс и при необходимости вносит корректировки.
Автоматические. Это приборы, оснащённые ЧПУ – программным числовым управлением. В них можно задавать все настройки, например, глубину резания, скорость, время. Станки работают с минимальным участием оператора, исключают ошибки из-за человеческого фактора, минимизируют вероятность брака и демонстрируют высокую точность.
В некоторых случаях применяют станки иного назначения: фрезерные, сверлильные, токарные. Они, в зависимости от вида, подходят для труднодоступных мест, отверстий, внутренних диаметров, обработки с повышенными требованиями.
Виды шлифования
Существуют разные виды шлифования. Они различаются по формам обрабатываемых изделий, характеристикам материалов, применяемому оборудованию, решаемым задачам и достигаемым результатам. Ниже рассмотрим популярные разновидности.
Круглое наружное
Круглый метод применим к цилиндрическим заготовкам, требует специализированного оборудования. Абразивный круг быстро вращается, и одновременно происходит вращение в обратном направлении самой зафиксированной в станочном патроне детали. Это улучшает эффект. Чтобы установить нужную глубину по всей обрабатываемой площади, подачу осуществляют и поперечно, и продольно.
Внутреннее
Технология подходит для операций с коническими либо цилиндрическими сквозными и глухими отверстиями. Круг располагается внутри детали и вращается с высокой скоростью. Заготовка либо остаётся неподвижной, либо также крутится вокруг своей оси.
Есть три варианта подачи:
Продольная. При вращении рабочего инструмента и заготовки шлифовальная бабка выходит на заданную глубину и осуществляет возвратно-поступательные движения.
Поперечная. При ней между осями круга и шлифуемого отверстия должен поддерживаться прямой угол.
Планетарная. Шлифующая головка вращается вокруг своей оси, а также вдоль оси обрабатываемого отверстия.
Для улучшения результата подбирают круг, который по диаметру меньше отверстия. Но чем размер инструмента больше, тем меньше частота настроек оборудования. При внутришлифовальном способе выбирают меньшую твёрдость абразива, чем при наружном. Так как скорость вращательных движений очень высока, обязательна подача охлаждающей жидкости.
Зубошлифование
Оно предназначено для шестерёнок и прочих зубчатых элементов разных конструкций. Геометрия сложная, требует использования специализированных устройств. Абразивные круги сменяются с учётом формы выступающих частей. Мастер обрабатывает профили зубчатых венцов. Могут возникать сложности, обусловленные тем, что шестерни часто проходят закалку и становятся максимально твёрдыми, трудно обрабатываемыми.
Бесцентровое
Ключевое отличие – отсутствие фиксации цилиндрических изделий в центрах. В конструкции рабочей части предусмотрены шлифовальный круг, подающий абразивный валик, а также стальной опорный нож. Первые два элемента обрабатывают деталь, а нож исключает её проваливание и минимизирует риски заклинивания.
Шлифуемые детали сохраняют стабильность. Операции за счёт применения сразу двух кругов ускоряются, повышается производительность. Многие современные станки работают именно по бесцентровому принципу.
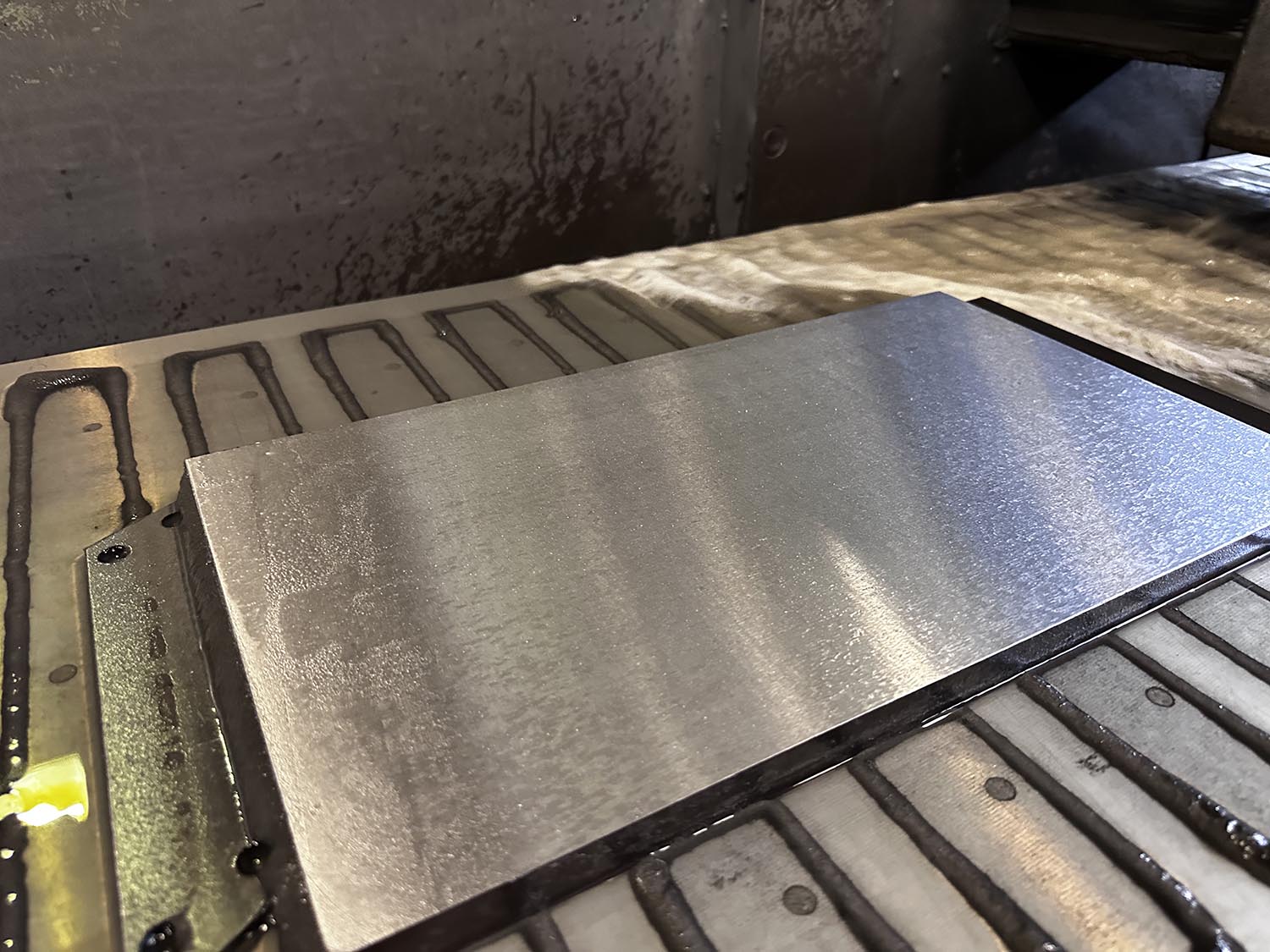
Шлифование плоских поверхностей
По такой технологии обрабатывают плоские детали, например, металлические корпусы. Они размещаются на специализированных столах и крепятся либо механическими фиксаторами, либо мощными магнитами. Круг вращается и двигается возвратно-поступательно.
Плоское шлифование возможно в бытовых или домашних условиях. Можно применить углошлифовальную машину или электродрель. Используется абразивный круг с профилем, соответствующим решаемым задачам. Для охлаждения контактной зоны можно выбрать воду или специализированную жидкость.
Есть два способа обработки: режущей основной поверхностью или торцевой зоной. При использовании периферийной части устанавливается средняя мощность – от 7 киловатт до 15. Профиль кругов прямой, высота варьируется от 2 до 6-7,5 см, а наружный диаметр равен 17-50 сантиметрам.
Торцевая методика более производительная. Она подходит для обдирочной шлифовки с целью снятия относительно толстого слоя. Глубина превышает стандартную в 5-10 раз. Инструменты могут быть чашечными цилиндрическими или коническими, с крепёжными запрессованными элементами.
Ленточное
Прогрессивный способ с применением шлифовальных лент. Вариант подходит для финишной металлообработки и для промежуточной. Возможно производство как единичных образцов, так и серий.
К достоинствам относят стабильную скорость, хорошую производительность, универсальность, высокое качество, возможность работ с ровными и сложными криволинейными поверхностями (в том числе большой площади), эффективную обработку даже мягких сплавов и металлов, а также большое количество настроек.
Резьбовое
Вариант для резьбовых соединений. Круг по профилю соответствует рельефу резьбы. Методика подходит для внешней обработки цилиндрических элементов и для внутренней (отверстий).
Координатное
Сложная операция с применением высокоточного шпинделя и устройства, перемещающего деталь в строгом соответствии установленным координатам. Диаметр круга – от 3 миллиметров. Технология подходит для элементов со сквозными участками профилей, с углублениями и уступами.
Методы шлифования
В современной металлообработке используют разные методы. Они классифицируются по следующим критериям:
Сложность. Обработка бывает простой, осуществляемой по стандартным параметрам, и сложной, требующей специального подхода с учётом конфигурации заготовки и свойств материала (как исходных, так и желаемых конечных).
Используемые станки. Их виды были перечислены выше, и они влияют на методы работ.
Особенности деталей и материалов. Они определяют подходящий вид шлифовки и его отдельные параметры.
Применяемые абразивы: их состав, сцепка, фракция, конфигурация, острота граней. Они влияют на настройки оборудования и имеют разную совместимость с теми или иными металлами.
Рабочие параметры: глубина, необходимая точность, скорость вращения, направление перемещения и подачи.
Выбор режима
Режим определяется с учётом многочисленных факторов: конечной шероховатости или гладкости, необходимой точности, свойств металла (состава, твёрдости), характеристик детали (формы, размера, назначения), типа и параметров станка (мощности, функций), а также качеств круга – количества абразивных частиц и их связки, материала зёрен, их форм и степени заострённости кромок.
При выборе правильного режима нужно учитывать интенсивность вращения круга и смещения заготовки, глубину резания, возможность обработки с подачей в поперечном направлении. Скорость определяется в зависимости от диаметра рабочего инструмента, а также возможностей станка.
Обычно устанавливают круг максимального диаметра, подходящего для конкретного оборудования. Для шпинделя задаётся самое большое количество оборотов. Скорость вращения должна быть неизменной, стабильной. Она может ограничиваться невысокой прочностью машины или плохим качеством её комплектующих. Высокоскоростное движение провоцирует вибрации, которые быстро изнашивают расходные материалы, а также уменьшают производительность и точность.
Скорость определяется с учётом металла. Рекомендованные значения можно найти в справочной литературе и инструкции по эксплуатации станка. В современных автоматизированных моделях показатель настраивается самостоятельно после указания пользователем исходных данных.
Глубина резания для черновой, первичной металлообработки обычно устанавливается на максимум, допустимый характеристиками шлифуемой заготовки, абразивностью круга и техническими характеристиками станка. Но показатель не должен составлять больше 0,05 поперечной длины зерна. При превышении поры круга очень быстро засорятся стружкой, и работоспособность инструмента сильно снизится.
При наличии на поверхностях прижогов и при малой жёсткости металла глубина резания уменьшается. Она должна быть невысокой и при тонком шлифовании, осуществляемом при финальной отделке, для повышения класса обработки или достижения максимальной точности.
Важно! Чем прочнее и твёрже материал, тем меньше требуется глубина шлифования. Это позволяет уменьшать мощность и сокращать энергопотребление.
Для продольной подачи режим задаётся с учётом долей ширины абразивного круга. Так, если шлифование черновое, то при одном совершаемом обороте должен достигаться контакт с 0,4-0,85 части ширины. Продольную подачу используют для контактов с кругом не более 0,9 доли. В противном случае не удастся полностью зашлифовать всю поверхность. Будут оставаться спиральные заметные полосы.
Обработка деталей перед шлифовкой
Так как шлифование – это завершающий этап, то до него выполняются другие операции:
Первичное производство. Это может быть штамповка, литьё, фрезерование, ковка, резание.
Черновое точение. Оно придаёт требуемые габариты и формы с учётом необходимых припусков.
Чистовое точение. Позволяет повышать точность конфигурации и размеров.
Термообработка. Она увеличивает прочность и конечную твёрдость. Для этого проводят закалку, отжиг, отпуск. Иногда проводится термохимическая обработка – внедрение определённых веществ одновременно с нагревом.
Осмотр поверхности для выявления серьёзных дефектов.
Очистка от следов расплава, окалины, участков ржавчины, заусенцев. Для этого применяют жёсткую щётку.
Удаление загрязнений типа пятен масла. Они убираются обезжиривателем.
Наконец, можно обрабатывать деталь на шлифовальном станке.
Маркировка и характеристики абразивного инструмента
Такой инструмент представляет собой основу с покрытием из пористого материала и зафиксированными на нём с помощью связующего состава частицами минералов.
Основные характеристики шлифовальных кругов:
Профиль. Это рельеф, подбираемый по решаемым задачам.
Диаметр. Он определяется с учётом возможностей станка и обрабатываемой площади.
Тип абразива. Частицы могут иметь разную твёрдость. Максимальная свойственна алмазной крошке.
Твёрдость. Она очень важна и должна быть указана в маркировке.
Зернистость. Чем она выше, тем быстрее удаляется поверхностный слой. Но чтобы добиться высокого качества отшлифованной поверхности, следует по мере завершения операции переходить на меньшее зерно.
Диаметр посадочного отверстия. Он должен соответствовать характеристикам оборудования.
В маркировке указывается материал, отмечаемый буквой, а также его твёрдость, обозначаемая числом. Наиболее часто используется электрокорунд. Это синтетический камень, содержащий оксид алюминия. Он маркируется так:
14А, 16А, 15А – электрокорунд нормальный.
22А, 23А, а также 24А – белый вариант.
23А и 33А – хромистая модификация.
ЭС – обозначение сферокорунда.
Другой распространённый абразив – карбид кремния, который бывает зелёным, чёрным. Его обозначение – КБ. Также применяется крошка, выполненная из алмазов искусственного происхождения. Она может маркироваться буквенными сочетаниями АСО, АРК, АРВ, АСР.
Для всех абразивов действуют государственные стандарты. Помимо ГОСТ, при производстве соблюдаются и ТУ (технические условия).
Применяемые абразивные материалы
Абразив является крошкой, скрепленной связующими веществами. Этот состав наносится на основу, роль которой может играть круг (встречается чаще всего), лента, вал (подходит для цилиндрических заготовок и отверстий) или лист, дополненный текстильной либо бумажной подложкой.
Абразивы бывают натуральными, то есть природными, и искусственными. Первые – это содержащиеся в горных породах минералы, которые отличаются нестабильностью физических и химических свойств, поэтому применяются редко. Более распространены искусственно синтезируемые материалы. Они более стойкие к износу, высоким длительным нагрузкам, нагреву. Самые популярные – электрокорунд, алмазная крошка, карбид кремния.
Абразивы и шлифование — что нужно знать
Что необходимо знать?
Расположение зёрен беспорядочное, а их кромки разные. Благодаря этому на выходе получается нужная шероховатость или гладкость.
Из-за особенностей абразива возникает трение, повышающее температуру в точках касания до критических отметок – около 1000℃.
Если не предусматривать охлаждение или подачу смазки, то сильное нагревание может испортить материал.
Заключение
Важно выполнить шлифование правильно, ведь от его качества зависят конечный вид деталей, их соответствие стандартам и надёжность конструкций, состоящих из обрабатываемых элементов.
Шлифовку лучше доверять профессионалам. В компании Profbau работают квалифицированные мастера, которые знают все нюансы применяемых методов и строго соблюдают технологии. Для исключения брака мы используем современное автоматизированное оборудование. Выполняем по невысокой цене металлообработку любой сложности, в том числе по нестандартным техническим заданиям.